- Home
- POINTS积分商店
- 人际管理
- 公益事业
- 关于我们
- 心智管理
- 食品安全
- 精益生产与运营
- LEAN精益管理
- 世界级管理TPM
- 名词释义
- 固定资产管理FAM
- 5张PPT谈智能制造规划
- ISO55000的核心理念
- ISO55000资产管理理论
- RCM以可靠性为中心的维修
- 《ISO5500X资产管理助力“一带一路”建设》国际论坛在京成功举行
- 二手设备价值评估
- 从质量维度提升资产供应商的资产价值
- 以ISO55000体系为指导的智能制造
- 以价值推动资产智慧
- 企业闲置设备调剂利用管理办法
- 何处可“令资产最大化创造价值”
- 凤凰光学股份有限公司关于处置闲置资产的进展公告
- 协作行为是实现资产价值最大化的手段
- 固定资产报废办法
- 固定资产管理对策
- 固定资产管理的目标
- 固定资产管理难题
- 浅谈ISO55000智慧资产管理
- 液态奶行业资产价值风险与对策
- 设备全生命周期管理
- 设备管理与当代企业管理的融合
- 设备闲置、封存与启用办法
- 资产护养发展历史
- 资产的ABC价值量化法
- 资产管理之眼视频
- 资产管理的6大核心决策模型
- 资产超龄服役是一种节约?企业家先生和黑暗狼的对话。
- 闲置设备不应当搁置折旧
- 基本内容
- 怎样开展生产运营管理
- 进阶理论
- 项目管理
- 心灵之旅

运营卓越Operational excellence
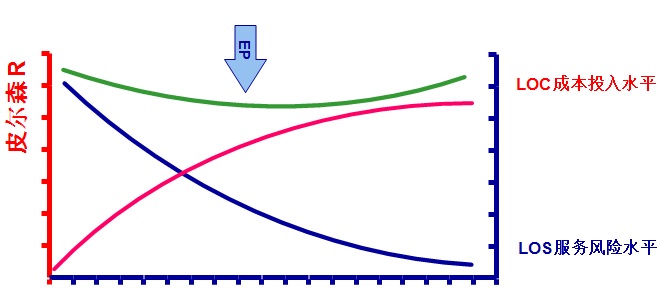
维保平衡模型的基础RCM与投入产出平衡点EP
运营家 星期四, 02/26/2015 - 06:40 发布
Chinese, Simplified(简体中文)
Forums:
1,什么是 RCM 及为什么应用 RCM?
RCM是这样一种方法,可以...
· 确定对设备(equipment)所应采取的维修活动
· 从而达到消除与之有关的失效/故障的目的。
所预期的结果:
一个可以保证设备的(可靠性及适当的成本)有效的维修计划,它通过:
· 选择最佳的维修计划
· 减少发生故障的可能性
· 对故障模式进行分析,而不是仅仅对效果的分析
· 经济方面的评估(成本与效益,参阅LOC成本投入水平与LOS服务风险水平EP平衡点图)
以可靠性为目标的运作程序
以可靠性为目标的再次设计的项目
对设备功能的深刻理解和对表现的可行性的清楚观点
团队合作。
2,设备的选择
A级机器的选择
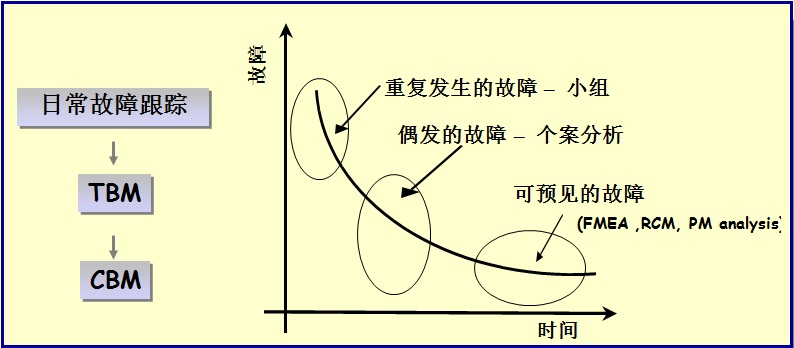
•故障停机的历史数据:一般可使用柏拉图进行统计分析;
•系统化的故障停机的分析:一般使用失效模式FMEA矩阵或者X矩阵进行分析与汇总,并了解日前的维修排期计划;
•每月少于一次的故障停机
•技术、知识及文件
3,进行 FMECA 分析和执行 RCM
将生产线细分为机器,系统,分系统及部件
定义出重要(CRITICAL)的参数,对其严重性(CRITICALITY)进行评估,制定出规则/维护政策
使用标准的表格进行分析(FMECA)
根据故障的后果及判断流程制定维护的行为
4,定义关键的参数,严重性的评估及规则/维护政策
4.1故障频率判断
|
每年少于 0.5 次 |
0 |
|
每年在 1 至 2 次之间 |
1 |
|
每年在 3 至 6 次之间 |
2 |
|
每年超过 6 次 |
3 |
4.2发现的可能性
|
在正常操作中操作工可以容易地提前发现故障 |
0 |
|
知道如何发现,并有检查计划 |
1 |
|
知道如何发现,但方法并没有被采用 |
3 |
|
不知道如何发现 |
5 |
4.3对生产的影响(停机时间)
|
对生产没有影响 |
0 |
|
生产线停机少于 5 分钟 |
1 |
|
停机在 5 分钟至半小时之间 |
2 |
|
停机在半小时至 1 小时之间 |
3 |
|
停机在 1 小时至 4 小时之间 |
4 |
|
停机超过 4 小时 |
5 |
4.4对安全的影响
|
对安全无影响 |
0 |
|
有小事故发生的风险(无休假) |
1 |
|
有事故发生的风险(有休假) |
2 |
|
有严重事故发生的风险(永久性损伤) |
3 |
4.5对质量的影响
|
对质量无影响 |
0 |
|
造成生产定单的部分损失 |
1 |
|
造成生产定单的全部损失 |
2 |
|
有发生客户索赔的风险 |
3 |
4.6 FMEAC的RPN计算
|
频率 |
1 |
2 |
3 |
发现的可能性 |
RPN |
|
安 全 |
质 量 |
生产 |
|||
|
2 |
0 |
1 |
3 |
5 |
11 |
例如:左表例子中RPN为:2+0+1+3+5=11
5,维修计划的选择
5.1根据RPN的结果决定采用什么方式的RCM.
5.2单项的改进行动,对设备进行再次设计改造,以消除或减少发生故障的风险(RPN)
5.3单项的改进行动,使得检查、发现异常及修理等活动变得更容易
5.4对所有的清洁、检查、润滑计划,TBM和CBM的活动进行回顾
6,最后需要考虑的事项
•由于评估了对安全与质量影响,RCM 加强了与其他支柱及区域的联系。
•推动那些对工厂表现有影响的活动的重视
•通过对哪里真正需要预防维修的回顾对预防维修概念加深理解
•这是一个团队合作活动,(由于维修人员并不能回答全部的问题)需要其他专家的介入如维修专家、操作人员、质量方面的专家、安全方面的专家等。
7,什么时候应用以可靠性为中心的维修(RCM)?
8,RCM决策模型
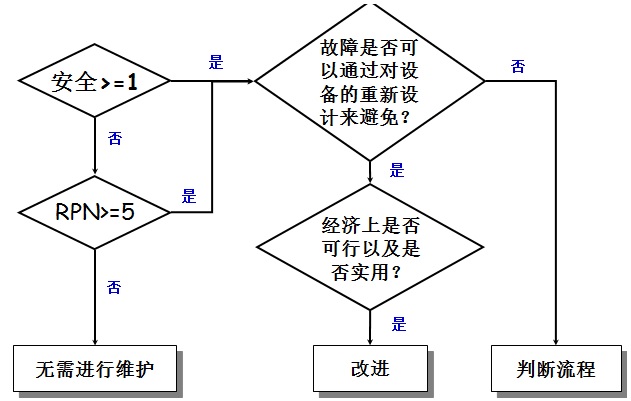
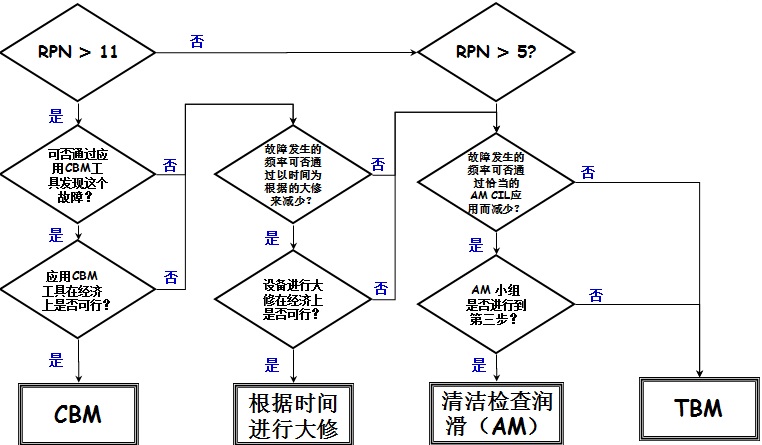
也就是说,如果安全值<1,RPN<=5,则没有必要进行维修保养;如果RPN>5,而<=11,则采用AM的方式进行维修保养;如果RPN>11,则采用CBM的方式进行预防或者重新设计;如果CBM和AM没有实施或者达不到预期效果,则采用TBM的方式进行。TBM的基础是FMEA失效模式分析和备件生命周期预测。