- About us
- Asset Management
- Home
- Interpersonal relation
- Points store
- Production and operation
- 01, Production systems and operations management
- 02, Operations Strategy
- 03, Tours of operations
- 04, Forecasting
- 05, Product Design and Operations
- 06, Capability Planning and Facility Location
- 07, Selecting the Process Structure and Technology
- 08, Process Design and Facility Layout
- 09, Waiting or Queueing System
- 10, Job design, Work methods, and Organization
- 11, The Quality management system
- Quality Management Doctor
- Aseptic production of milk and juice
- 00.Introduction
- 01.UHT processing
- 02.Aseptic packaging
- 03. Sterilising Effect
- 04. H2O2 as a sterilant
- 05. Packaging material
- 06. Application of microbiology to UHT processing and aseptic packaging
- 07. Installation
- 08. Cleaning and house keeping
- 09. Commissioning
- 10. Changes during milk processing
- 11. Product changes during storage
- 12. Quality control of aseptic product-Part1
- 12. Quality control of aseptic product-Part2
- Bacteria, virus an human life
- Food Safety and Microbial Quality
- Keeping Cows Cool and Comfortable to Improve milk production of cow
- Operation and quality management
- Aseptic production of milk and juice
- Quality Management Doctor
- OCE to measure the personnel performance?
- TPM world class management
- Team building

运营卓越Operational excellence
013.Direct UHT systems
Submitted by Knowledge on Wed, 04/23/2014 - 06:39
English
Direct UHT Systems
 Direct UHT plants feature direct contact between the heating medium and the product. The heating medium is usually steam but electrical heating (“Elecster”, “Ohmic”) has been introduced to a very limited extent(figure 7).
Direct UHT plants feature direct contact between the heating medium and the product. The heating medium is usually steam but electrical heating (“Elecster”, “Ohmic”) has been introduced to a very limited extent(figure 7).
Electrical heating features the passage of an electrical current through the product. Although it is also used for liquids, the system is mainly intended to be applied in the sterilisation of products containing particles. Commercial application is very limited although a number of plants have been installed in the research and development departments of some major food and animal-feed processing companies. One problem is the difference in electrical resistance which can exist between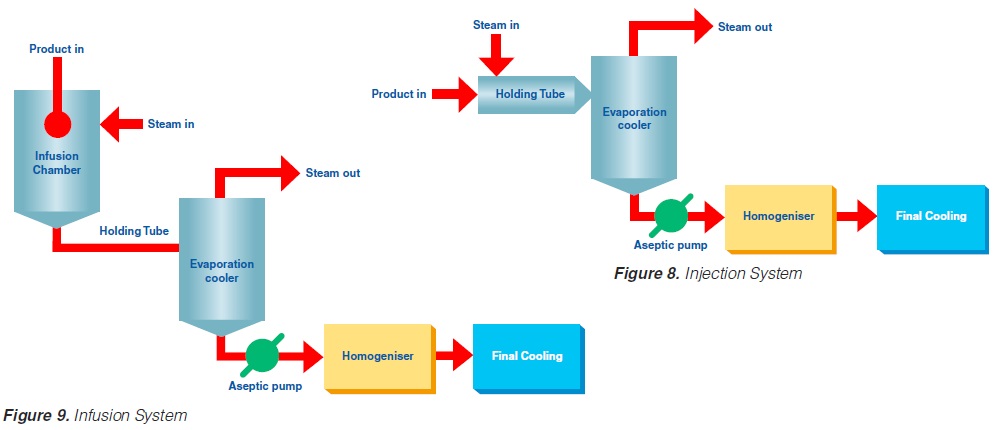 the liquid and solid phases. Other problems generally associated with the processing of products containing particles are those of separation during processing and aseptic transfer, and mechanical damage to particles softened by processing.
the liquid and solid phases. Other problems generally associated with the processing of products containing particles are those of separation during processing and aseptic transfer, and mechanical damage to particles softened by processing.
 Injection implies direct steam injection into the product. In infusion plants, the product is infused into a steam chamber.
Injection implies direct steam injection into the product. In infusion plants, the product is infused into a steam chamber.
 Injection and infusion systems must be operated with culinary steam.
Injection and infusion systems must be operated with culinary steam.
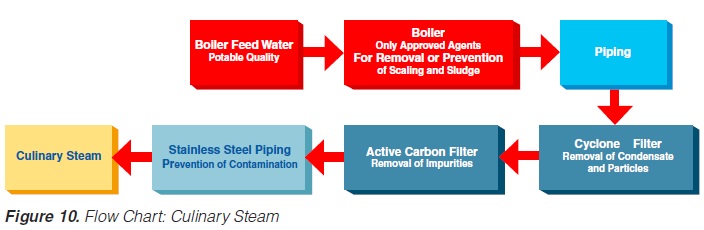
The minimum requirements outlined in figure 10 must be observed for the steam in such plants (not necessary for electrical heating). Indirect working plants should also use culinary steam especially if they are sterilised with steam.
The US Department of Health and Human Services (17) lists the following requirements for culinary steam:
1. Boiler Feed Water: If boiler feed water is treated, the process must be under the supervision of trained personnel. Only compounds complying with Section 173.310 of 21 CFR (258) may be used to prevent corrosion and scale.
2. Boiler Operation: A supply of clean, dry saturated steam is necessary for proper equipment operation. It is recommended that periodic analysis be made of condensate samples.
3. Piping Assemblies: The steam supply line should be as shown in figure 11.
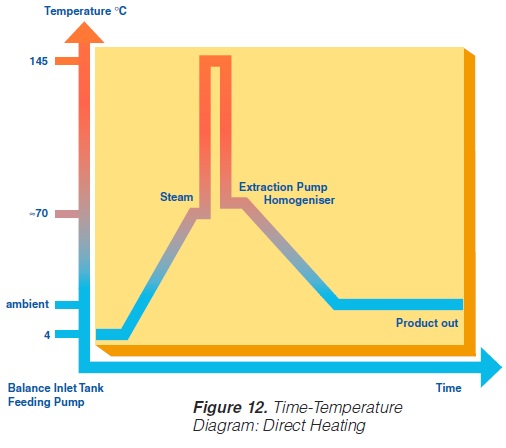 A typical time-temperature diagram for direct heating is shown in figure 12.
A typical time-temperature diagram for direct heating is shown in figure 12.
The product enters the steriliser via a balance inlet tank and a centrifugal feeding pump at a temperature of about 4°C. It is heated by plate or tubular heat exchangers to about 70°C. At this stage, steam is injected into the product or the product is infused into a steam chamber. Steam condensation increases the temperature almost instantaneously (~ 0.1 sec in injection and ~ 0.25 sec in infusion systems) to the sterilisation temperature which is typically between 145°C and 150°C. The average holding time at the sterilisation temperature is usually around 4 seconds. In both the injection and infusion processes, water condenses in the product and dilutes it. Depending on the temperature difference, an increase in volume of about 10% results. This water must be subsequently removed. The outlet of the holding cell connects to a vacuum chamber. To prevent boiling in the product holding cell, a sufficient overpressure by a suitable restriction device must be introduced. Being exposed to underpressure, the product starts boiling vigorously and steam is flushed off. Careful adjustment of the injection (infusion) temperature and the underpressure in the vacuum chamber guarantees the same dry matter content of the incoming and outgoing product. The resulting pressure drop requires the installation of an aseptic extraction pump for further product transportation. In order to avoid an accumulation of product in the expansion cooler or its emptying, the capacity of both the product feeding pump and the extraction pump at the outlet of the expansion cooler must be carefully
matched.
Cavitation forces during steam condensation and the boiling in the expansioncooler destabilise milk protein and fat. To compensate this effect requires downstream homogenisation which has to be done under aseptic conditions. Homogenisation pressures for milk are usually 200 to 250 kg/cm2 (150 to 200
kg/cm2 at the first stage and about 50 kg/cm2 at the second). The homogeniser pushes the product through the final cooling section of the steriliser, either into a sterile tank or directly to the aseptic filling machine.
In the expansion cooler, not only water is removed from the product but also all other volatile compounds. In addition, the vacuum chamber functions as a very effective deaerator that removes oxygen and other dissolved gases, mainly carbon dioxide (CO2). As a consequence, the freezing point increases. At the outlet of the expansion cooler, the oxygen content of milk is down to ~ 0.1 ppm.
 Advantages of injection and infusion heating are:
Advantages of injection and infusion heating are:
a) a lower total heat load, as a result of which fewer chemical changes are inflicted on the product;
b) less scaling, particularly in the temperature range of 70°C and above resulting in longer production runs (less frequent cleaning and sterilisation);
c) the low oxygen content in the product increases the stability of some vitamins and, during storage, reduces flavour changes caused by oxidation;
d) more suitable for viscous products.
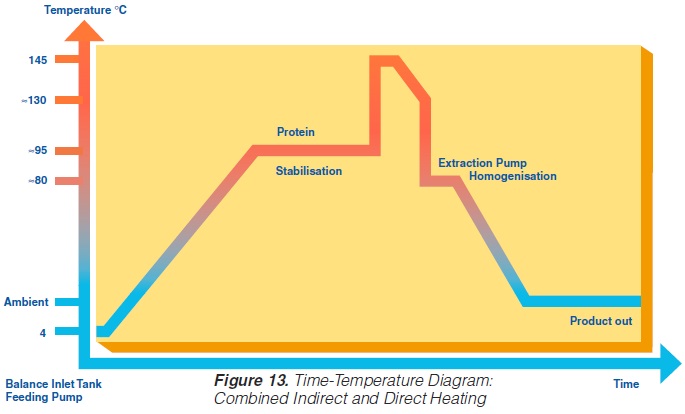
Recently, special UHT heat exchangers have been developed combining direct and indirect heating. In one assembly, tubular heating and steam injection have been combined. The product enters at ~4°C and is heated to 95°C by tubular heat exchangers. It then passes a holding cell at the same temperature to stabilise the protein. Steam injection raises the temperature almost instantly to 140-150°C. The product is held at this temperature for a few seconds before being cooled down. Pre-cooling is performed in a tubular heat exchanger where the heat energy is utilised for regenerative heating. The injected steam is flushed off as vapour in a vacuum cooler. The temperature drops to 80°C. Aseptic homogenisation is needed. Subsequently, the product is cooled down to ambient and filled aseptically.