
运营卓越Operational excellence
Pokayoke
运营家 星期四, 02/12/2015 - 06:02 发布
Chinese, Simplified(简体中文)
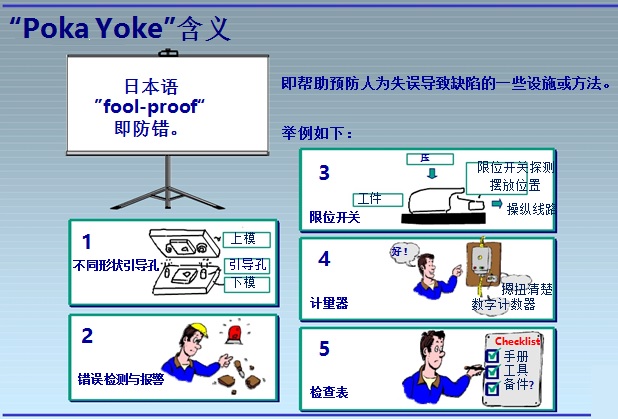
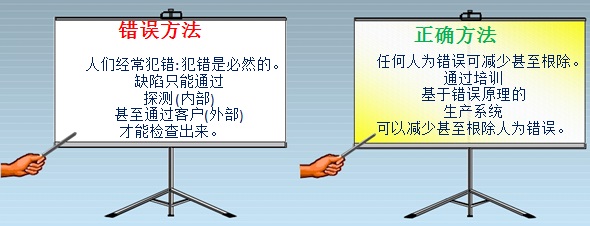
所谓防错Error Proofing(Pokayoke),是一种装置或方法,能够防止人为的错误或者让人一眼就看出现错误。也就是说,防错装置的用途包括两个方面:一是杜绝产生特定产品缺陷的原因,二是通过廉价的手段对生产产品进行逐一的检查,以确定其是否合格。这种检查是操作者在执行的过程中完成的,它们对操作者应该是透明的。也就是说,只要防错的条件不满足,操作就无法继续进行下去。主要通过检测生产条件或者缺陷产品两种方式来进行停机工作。
 通过究源性检查找出产生缺陷的根本原因,设计装置或方法对此差错实现100%检验,避免缺陷再次出现的方法。
通过究源性检查找出产生缺陷的根本原因,设计装置或方法对此差错实现100%检验,避免缺陷再次出现的方法。
设备上的防错装置技术应用主要有以下几类:
(1)定性的防错
通过图像识别技术,光电、限位、接近开关的逻辑控制技术等来完成防错。比如:
及时摄片比较:区分装配零件的方向是否正确;
传感器感应检测:机加工自动线根据不同产品型号的外形变化,传感器将感应到的信息反馈给后面的加工工
序,使后面的工序调用对应的加工程序,实施相应的加工内容;
加工孔探测:在机加工线中的钻孔或攻丝后的工位,对加工孔的断刀检测及切屑冲洗;
硬靠山:认准工件的前后流向,如在缸体加工自动线的进料口,利用缸体前后端面的宽度差异,设定硬靠山,保证缸体进入机加工线时前端面流向在前。
硬探头:检测零件的不同型号,实施不同的装配或加工工艺,如用探头探测的外形,实施不同的装配,如硬探头探测缸孔,区分3.0lL或3.4L缸体;
导向档块:区分零件的输送导向。
光栅防错:通过光栅的检测控制,达到工件是否摆放到位。
夹具防错:控制装配零件在夹具上的摆放是否到位来防错。
 (2)定量的防错
(2)定量的防错
通过测量探头感应或经过气电转换的测量技术(气体流量转换成电量)来达到防错的目的,如:
红宝石探头探测数据反馈:通过红宝石探头探测已压装气门座圈的内径来区别零件是3.0L还是3.1L汽车配件的缸盖;
BTS刀具长度检测:CNC加工中心刀具检测可防止错误长度的刀具安装在刀库中,防止加工过程中的断刀现象,减少加工首件或加工过程中的废品出现;
| 错误 | 举例 | 预防措施 |
| 主观意愿 |
不想做或者故意损坏等。 |
教育,纪律,激励,关系改善 |
| 理解错误 |
操作者没有正确工作方法可以遵循,按照自认为正确的做。 |
教育,工作流程,使用颜色标识等。 |
| 忘记/注意力分散 |
疏忽/主管给信息或指令 |
培训, 预防措施, 二次确认 |
| 技能不足 |
没有知识/没有技能 |
培训, 防错改善 |
| 个人生理能力 |
不够强壮; 视力不足等 |
改善标准/有效人员甄选 |
| 缺标准 |
操作规程不具备或不清晰 |
改善操作规程 |
定位面气孔压力检测:确认工件正确到位的防错措施;
泄漏测试:汽车配件如缸盖、缸体的油道以及水道的在线测试等,控制泄漏件流入下道工序;
随线检具直径测量:这在机加工自动线中镗孔及铰孔后的工位应用较广,达到100%控制不合格产品的出现;
扭矩控制:汽车配件如很多螺栓固定的拧紧程度均通过扭矩枪来控制。
(3)颤动功能的防错
通过颤动机的颤动,使零件随着不断的颤动并输送至判别零件的方向正确与否方向处,只有零件处于正确的位置方向时,才能进入轨道;位置方向错误的零件则掉入零件颤动料箱里,从而达到预防零件的进给方向错误,避免工件报废的目的,如:
缸体凸轮轴衬套的方向验证,防止衬套压反;
缸体水道闷盖的压装方向防错等。