TPM world class management
 The final competition of any industry is management. The key of morden enterprise' high competitiveness is to make lean production, improve efficiency, assure quality and optimize or reduce cost. The target of TPM is 0 accident, 0 defect, 0 breakdown. TPM (Total productive maintenance), the best certificate of which is WCM (world class management), is the eternal chasing of morden manufacturing industry. Many enterprises, who want to be excellent, take it as the secret weapon to satisfy the customer by optimizing capacity, delivery, quality, cost, morale and environment.
The final competition of any industry is management. The key of morden enterprise' high competitiveness is to make lean production, improve efficiency, assure quality and optimize or reduce cost. The target of TPM is 0 accident, 0 defect, 0 breakdown. TPM (Total productive maintenance), the best certificate of which is WCM (world class management), is the eternal chasing of morden manufacturing industry. Many enterprises, who want to be excellent, take it as the secret weapon to satisfy the customer by optimizing capacity, delivery, quality, cost, morale and environment.
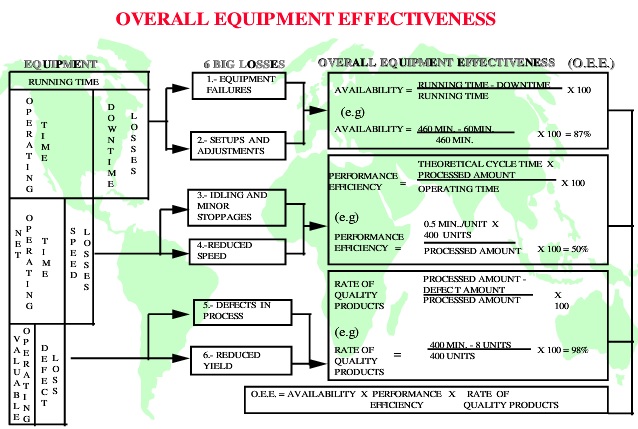
6 Major manufacturing Losses (Waste)
1, Downtime Losses
(1) Equipment failures
(2) Set-up and adjustments
2, Speed Losses
(3) Idling and minor stoppages
(4) Reduced speed (actual operating vs. designed)
3, Defect Losses
(5) Defects in process
(6) Reduced yield between start of production and stable production.
Elimination of other Wastes (Mura, Muri, Muda)
1, Operator Time Losses
Manpower losses due to operation time being done more slowly than standard time (Cycle time > Standard Time)
2, Material Losses
Losses in yield due to "inherent waste" (Cut-off stock, Set-up pieces, prototype, etc.)
Energy losses such as electricity, gas, and water when machinery is not doing value-added work.
Idling losses due to inadequate sensors and product buildup on conveyors and chutes.
6 Sigma DMAIC
DMAIC is a structured problem-solving methodology widely used in business. The letters are an acronym for the five phases of Six Sigma improvement: Define-Measure-Analyze-Improve-Control. These phases lead a team logically from defining a problem through implementing solutions linked to underlying causing, and establish best practices to make sure the solutions stay in place. The structure of DMAIC encourages creative thinking within boundaries such as keeping the basic process, product, or service. If your process is so badly broken that you need to start over from scratch or if you’re designing a new product, service, or process, use Design for Lean Six Sigma (DMEDI).
|
Define |
|
Measure |
|
Analyze |
|
Improve |
|
Control |
|
Project charter |
|
Detailed value stream |
|
Decide key process, input and output |
|
Potential solutions |
|
Mistake proofing |
|
Target review |
|
Identify key input ,process, output |
|
List potential root cause |
|
Best practices |
|
SOP |
|
Customer feedback |
|
Operational definitions |
|
Reduce list of potential root causes |
|
Develop to be value stream map. |
|
Process control and condition management |
|
Financial benefit |
|
Data collection plan |
|
Confirm root cause effect on output |
|
Pilot implementation |
|
Implementation solutions and measuring |
|
High level value stream map and scope |
|
Validate measurement system |
|
Estimate impact of root causes on key outputs |
|
Confirm attainment of project goal |
|
New opportunities |
|
Communication plan |
|
Collect baseline data |
|
Prioritize root causes |
|
Rollout plan |
|
Lessons learnt |
|
Team building |
|
Process capability |
|
|
|
|
|
Skill matrix |
|
General plan |
|
|
|
|
|
|
|
|
|
Gate summary |
|
Gate summary |
|
Gate Summary |
|
Gate summary |
|
Gate summary |
Two primary options for implementing DMAIC:
- Project-team approach
Black Belts deployed full-time to projects
Team members work on the project part-time-work on the project is interspersed with regular work.
Full involvement by all team members in all phases of DAMIC
Duration can be 1 to 4 months depending on scope
- Kaizen approach
Rapid (1 week or less), intense progress through all of DMAIC except full-scale implementation
Preparatory work on Define, and sometimes on Measure, done by a subgroup (team leader and a Black belt, for instance)
Rest of work done by the full group during several days or a week when they work ONLY on the project (Participants are pulled off their regular jobs)
Two indicators that you should follow all of DMAIC:
- Problem is complex: Need to involve different people in different level or departments.
- Solution risks are high:May affect current process, customer, product or service.
It is human nature to want to jump to solutions and quickly make the improvement. If you think you have an obvious solution with minimal risks, you can try skipping some of the DMAIC steps. But before you do so, ask:
- What data do I have to show that this idea is the best possible solution?
- How do I know that the solution will really solve the targeted problem?
- What possible downsides are there to the solution idea?
If you get the negative answers to the above mentioned questions, you need to work through all the DMAIC phases.
9 steps continuous improvement (CI) activities
 The Primary aim of CI pillar is to determine the root cause of the problem in eliminating the 16 major losses.
The Primary aim of CI pillar is to determine the root cause of the problem in eliminating the 16 major losses.
CI activities encompass all of the 8 TPM pillars.
PM pillar topic is Maintenance or organization of planned Maintenance Activities with the detailed activities being as the followings,
- Periodic Maintenance
- Predictive Maintenance
- Corrective Maintenance
- Breakdown or deployment Maintenance activities.
 AM pillar topic is Manufacturing with the detailed activities being as the followings,
AM pillar topic is Manufacturing with the detailed activities being as the followings,
- Correct operation
- Oiling inspection
- Cleaning
- Tightening
- AM data analysis
- Restoring
- Dealing with...
- Minor stoppages
- Speed loss
- Specification review/Report
- Zero defects
CI/QM Pillar topic
- 8 equipment & 5 manpower losses & Zero defects
- Dust free root cause analysis
- One stop defect free changeover
- Fan In/Fan out
Step1: Theme or topic selection
 Step1: Theme or topic selection
Step1: Theme or topic selection
1.1Linkage to factory metric/strategy
Hints: How does it affect factory performance? % impact to bottom line?
1.2How do you select the FI project?
Hints: Line Balance chart, ABC model, Bottleneck Area, Value stream mapping, work needed in the Bottle neck operation.
1.3Evidence as proof, Correlation, Mutual & Future understanding
Hints: Visual sample of good product with relevant dimention (Valid for VM defects)
Step2 Understand current situation
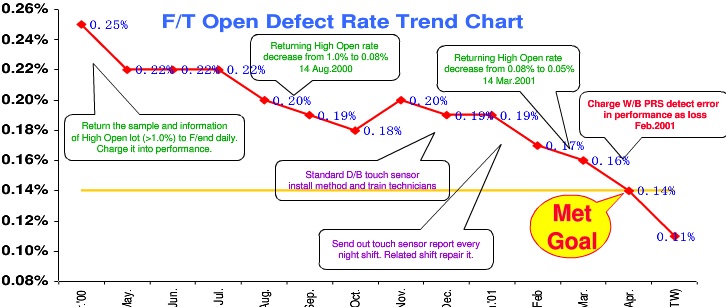
1 Start with a big picture-Overall trend
Performance or Defect Trend charts by Months or Weeks
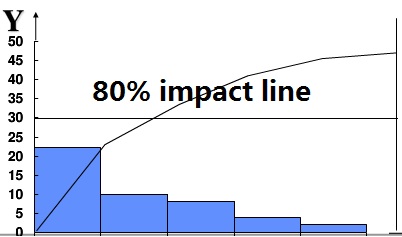
2 Paretorise the key factors data
Step3 Goal setting and planning
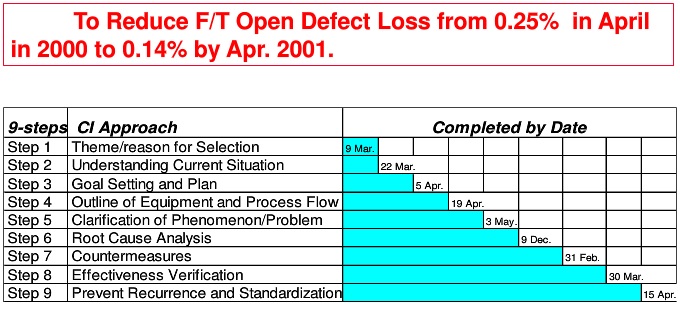
Step4 Outline of Equipment and process flow
Equipment and process flow (Genba or go see here till Step 8)
Hints: Outline major Equipments and process steps related to the problem.
Use Five Genes for data collection
Go to shop floor, observe actual conditions, collect/verify data and confirm losses.
Do not depend on second-source data.
Japanese Definition
Genba On-site
Genbutsu Actual Object
Gensho Phenomenon
Genri Theory/Principle
Gensoku Rules & Standards
Step5 Clarification of Phenomenon and problem
Phenomenon is an occurrence of fact that can be observed.
To avoid on assumptions, observe phenomenon live on the shop floor.
To help clarify the Phenomenon statement, ask
1, During what specific machine operation does the phenomenon occur?
2, Does it always occur under the same circumstances?
3, Does it occur at regular or irregular intervals?
4, Does it get better or worse over time?
5, Does it occur on more than one machine?
6, Does it occur only for certain operators?
Clear understanding of problem=half the problem solved.
Link phenomenon to specific process or machine, such as,
- Post Mortem on defective units: a) Examine units for clue leading to root cause of problem. b) Items checked are: Scratch or Chip on Surface of packages /leads/...
- Defect mapping or Multi-Vari study: a) Check Pattern/trend/Location for which defects occur b) Draw conclusion
- Prepare Table for validation a) List equipment / process flow in column 1; b) List content for Validation in column 2; c)List Validation Result in Column 3.
- Equipment process validation a) Validate evidence from 5.1 to 5.2 against each equipment /process in this step. b) Enter results in Column 3 of which OK=No problem form this machine or step NG= not good, problematic area, to identify difference. P= potential, to include as item for further validation in step6.
- Zoom in on problematic step/flow
Step6 Root cause analysis
1, Sub process analysis
a) Zoom in on the problematic sub processes
b) Identify all failure modes
c) Perform restoration for obvious failure modes detected during Genba.
2. Perform Why-Why Analysis or other analysis tools for each failure mode.
3. Restoration needed only when
a) This is the Spec. need
b) This is what we found (Not per spec)
c) Corrective action: Restoration per spec (All dimension shall be quantified.)
d) Identify permanent corrective action to prevent recurrence.
4. Result for restoration: Validate result of restoration
a) Result 1 is the physical outcome of the restoration
a1) The restoration will bring back accurancy to within +-o.5mil or force with +- 10kg/cm square
a2) Validate that the above is obtained
a3) If not obtainable, then identify what has changed before proceeding.
b) Result 2 is the final outcome on defect elimination
b1) If (a) is fully characterized, the result is Given and we will definitely see the improvement.
b2) If not, then identify what has changed before repeating restoration.
Understand operating functions and principles of the equipment or process.
-Perform step by step functional sequencing mapping of the equipment or process.
-Perform detailed process mapping of the equipment or process.
Step7 Counter measures
1 Improvement proposals and implementation
a) Define problem statement form what has changed.
b) Put up proposal to overcome the above problem
c) Implement Proposal
2 Result of improvement
a) Validate result of implemented action with respect to quantified data that is accuracy within +_ 0.5 mil or force within +_ 10 kg/cm square.
b) Standardize setup method etc.
c) Train respectively.
Step8 Effectiveness verification
1 Validate improvement in defect/problem elimination
2 validate impact of improvement to factory indices
3 Calculate cost saving or avoidance
Step9 Prevent Recurrence and standardization
1, Fan in /Fan out through QM pillar
a) All machines within the department/sites
b) Similar machines within departments/sites
2, Maintenance prevention data
3, Sharing in Engineering showcase/Symposium etc.
4, Recognition through SGM.
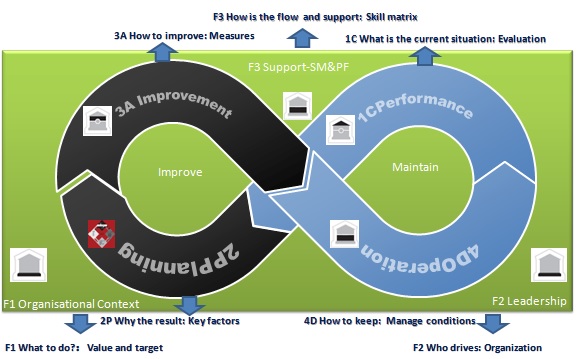
Focused improvement
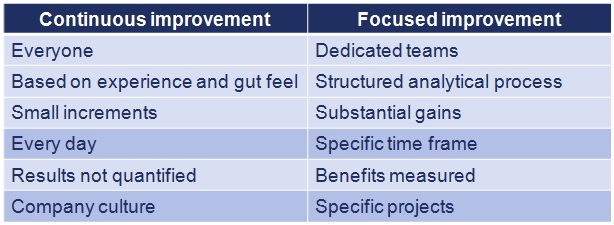
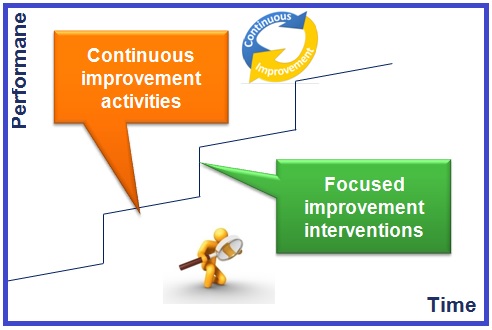 Let us first clarify the terminology we will be using: This diagram illustrates the difference between CI (Continuous improvement) and FI (Focused improvement).
Let us first clarify the terminology we will be using: This diagram illustrates the difference between CI (Continuous improvement) and FI (Focused improvement).
CI describes the day-to-day “continuous” activities by employees to improve all aspects of asset management. These are normally small incremental improvements across a wide front and based on recommendations, intuition, intelligence and the experience of a motivated group of employees.
FI describes the dedicated “focused” interventions to make a substantial improvement in a very specific aspect of asset management (eg excessive breakdowns or high number of accidents) through a structured process of problem solving.
 We will address Focused Improvement in this module.
We will address Focused Improvement in this module.
So what do we focus on?
Firstly, senior management needs to give direction in terms of the organisation’s strategic goals. We all need to focus on what is important for the organisation as a whole.
Another focus area is often where the most money is lost, based on a thorough loss and waste analysis. This could typically be lost income because the income generating equipment is not available, or it could be excessive costs due to material waste, high overtime or some other inefficiency.
The strategic goals are normally deployed to team level in order to give them direction and focus.
The important thing is that we need to mobilise and focus our limited available resources (time, funds and people) on areas where the organisation can gain the most benefit (like a laser beam). Everyone in the organisation should be clear about these focus areas and their improvement activities should be guided to be in line them.
 If a piece of equipment is suddenly underperforming, far below the lower control limit of the specifications. A typical example is the MME of a production line which suddenly drops from 98% to 85%.If the costs or implications are significant, this situation will require further investigation. That is where our problem solving tools need to kick in.
If a piece of equipment is suddenly underperforming, far below the lower control limit of the specifications. A typical example is the MME of a production line which suddenly drops from 98% to 85%.If the costs or implications are significant, this situation will require further investigation. That is where our problem solving tools need to kick in.
Once we have identified the opportunities for improvement, we need to follow a structured problem solving process to achieve sustainable and effective improvements. We will be using the same steps as the Six Sigma methodology which is DMAIC. It gives a solid framework for problem solving, irrespective of the sophistication of the tools used. Beware of your instinctive nature to take short cuts and jump to conclusions without proper analysis! You will regret it afterwards!
Let’s now look at the first step – Define. Before we can find the root cause or solution, we need to understand the problems and associated facts better. We will do this by gathering the available information to define the problem effectively using what (happened), where (happened), who (involved), when, why and how (big/much/many) tools abbreviated as 5W1H.Here it is important to focus all efforts on the specific problem to be addressed by defining exactly what the problem is. Don’t be too vague. The objective is to focus the efforts of the problem solving team on the real problem and avoid any side issues. The usually asked questions are what should be investigated? How does it impact such as cost? What is the improvement target? When should it be improved? Who must investigate it? It is also necessary to define the team members, the target improvement and the time scales.
Now we move on to the second step - Measure: Remember to gather the information from specifications, the people involved, when it happened, and historical data from the EAMS. An important principle here is to look for the story behind the numbers. Use the Pareto principle and its importance in data analysis:
The quote is a saying which is often used by Six Sigma Black Belts when they analyse a problem.
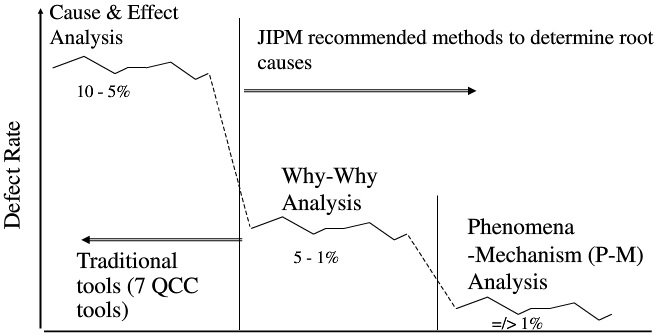
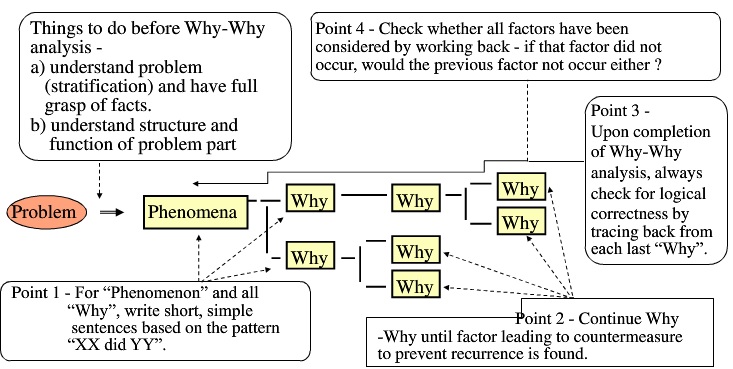
Once we have studied the data, we need to find the root cause(s) which is the 3rd step of DMAIC.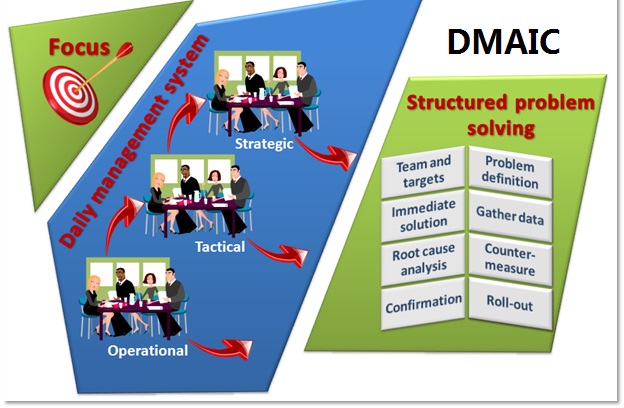 Here it is important to follow the golden thread of cause-effect analysis or 5 why or A3 analysis in which fish bone is a guiding analysis tool. When you have exhausted the process, you have found the “root cause”. One very popular technique for root cause analysis is the 5 Why. Here you keep on asking why (not necessarily 5 times) until you have found the root cause. Its strength is its simplicity, which makes it ideal for use on the shopfloor.
Here it is important to follow the golden thread of cause-effect analysis or 5 why or A3 analysis in which fish bone is a guiding analysis tool. When you have exhausted the process, you have found the “root cause”. One very popular technique for root cause analysis is the 5 Why. Here you keep on asking why (not necessarily 5 times) until you have found the root cause. Its strength is its simplicity, which makes it ideal for use on the shopfloor.
Quite often, we do not have a linear cause-effect thread, but multiple causes to an effect. In such a case it is acceptable to branch out into different cause-effect branches until there are multiple potential causes. In such a case, we will have to verify and eliminate some of these causes in order not to spend effort on fixing a non-applicable cause. Fishbone or Ishikawa diagram is used to brainstorm different potential causes to a problem, based on the six legged 6M framework:
• Man (or person)
• Machine (equipment)
We will also need to verify these potential causes and narrow them down to the real root causes before we implement step 4: Improve
These are the activities in the Improve step. The aim is to get an effective countermeasure to the problem.
- Identify possible countermeasures
- Select the most cost-effective solution(s)
- Develop an implementation plan
- Confirm logic of results
Another way of looking at the solution is to simplify it. Eliminate anything which could complicate matters:
- Eliminate, combine, simplify.
- Focus on the main issues.
- Find a simple solution, that is effective.
This is the last step in the process to make a successful solution “stick”.
It is also important to roll out successful solutions to other areas. The Japanese call this “horizontal replication”.
- Training
- asset care plans
- standard operating procedures
- Modifications
- Standardisation
... and roll it out to other similar areas
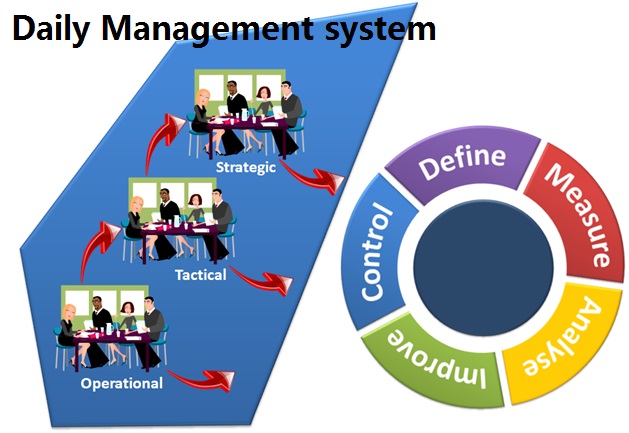 How do we ensure that problem solving is taking place at the right level with quick support by management if required? The solution is a “daily management system” which is a hierarchy of consecutive meeting on different levels in the organisation.
How do we ensure that problem solving is taking place at the right level with quick support by management if required? The solution is a “daily management system” which is a hierarchy of consecutive meeting on different levels in the organisation.
The process starts off with a daily morning meeting that is in line with our STO model. This could be a workshop meeting where the foreman discusses the breakdowns and major problems from the previous day or the night shift. Alternatively, it could be a shift handover meeting between the incoming and outgoing operational supervisors, and area technician. They would allocate major problems (eg downtime longer than 1 hour) to a small team for further investigation and solution.
 If the problems are beyond their capability, there would typically be a meeting later in the morning, attended by middle management and support departments (eg Material Management, Central Workshop, Services, Engineering, etc) to provide support to the front line staff. They would typically look at more complex problems and systemic problems such as procedures or information systems.
If the problems are beyond their capability, there would typically be a meeting later in the morning, attended by middle management and support departments (eg Material Management, Central Workshop, Services, Engineering, etc) to provide support to the front line staff. They would typically look at more complex problems and systemic problems such as procedures or information systems.
If it becomes clear that the problem is not situational or systemic, but strategic, it needs to be referred to senior management level. This could typically be a weekly or monthly meeting where senior managers discuss supply chain issues, outsourcing, demand management, etc.
It is also important to give the teams feedback on progress and solutions.
Remember to measure and quantify the benefits from the FI projects. It will:
Remember to celebrate and recognise successful improvement projects. It will motivate the team members to improve even more.
So to summarise, this is what focused improvement is all about.
If this is a focus area for your organisation, ensure that everyone is trained in the more detailed techniques of structured problem solving and root cause analysis.
JiPM award and WCM assessment
 WCM award assessment forms (Only part of it is showed here, you can pay userpoints to download complete version.)
WCM award assessment forms (Only part of it is showed here, you can pay userpoints to download complete version.)

If you have no enough points, you can buy points by clicking http://www.macrolake.com/en/node/907or sharing information including articles, Music etc.
 C
CJiPM award guideline Y2013 English version
JiPM award levels
JIPM award TPM Excellence certificates for 5 progressive levels
Office pillar audit
Requires 60000 POINTS in the General category.Safety audit
Requires 600 POINTS in the General category.Macrolake infinite improvement

- Describe the benefits of focusing on principles
- Articulate principle-driven behavior
- Identify how tools link to systems
- See and assess behavior to provide constructive feedback
- Explore what adjustments could be made to improve systems in driving ideal behavior
- Select high impact systems to drive ideal behavior
- Scientifically Experiment with adjusting systems
- Re-align systems to eliminate work-a-rounds/fire-fighting
- Build system reliability - monit or behavior
- Clarify teaching role: when to mentor, coach, lecture
- Unify the learning and teaching cycles
- Ask questions that inspire an d motivate
- Unleash talent and passion
- Create a workforce that engages in continuous improvement
- Translate your desired culture into specific behaviors
- Monitor behavior (KBI) an d performanc e (KPI)
- Align and measure the execution of YOUR strategy
- Create a visual map to align and adjust your culture
- Identify key roles and responsibility to manage your culture
Macrolake infinite improvement circle
Principle House of Macrolake Lean
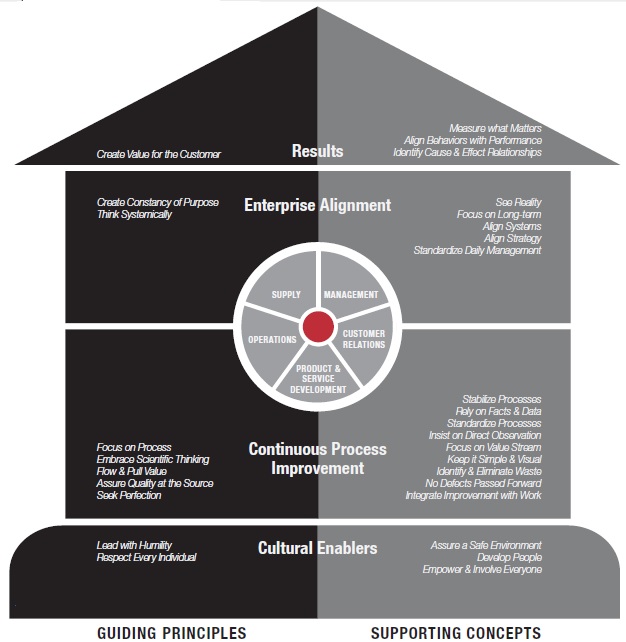 Guiding Principles
Guiding Principles
Transforming a Culture by Macrolake transformation square
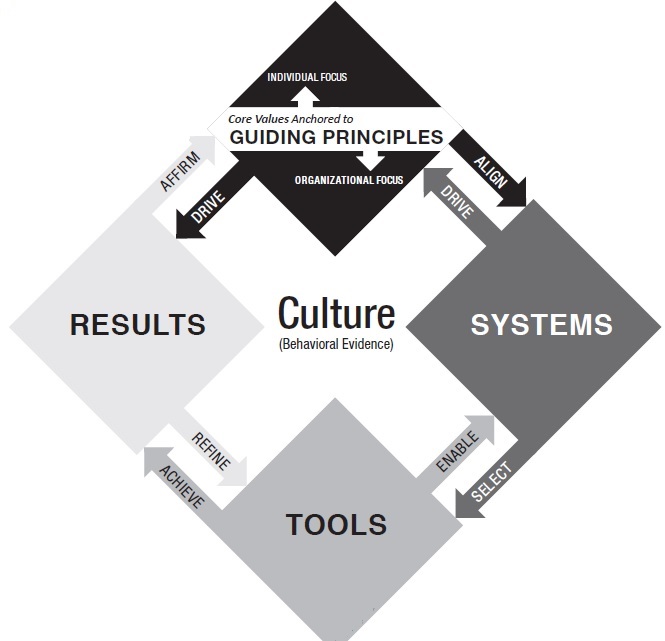 In the 1940s, the work of French social scientist, Jean Piaget, led us to understand that learning occurs when people come to deeply understand the meaning behind the methodology. People naturally search first for meaning, the principle, and then attempt to organize them somehow into a system, or some kind of order. Finally, they create tools to better enable the systems to accomplish the purpose for which they were created.
In the 1940s, the work of French social scientist, Jean Piaget, led us to understand that learning occurs when people come to deeply understand the meaning behind the methodology. People naturally search first for meaning, the principle, and then attempt to organize them somehow into a system, or some kind of order. Finally, they create tools to better enable the systems to accomplish the purpose for which they were created.
Start a team oriented TPM
1, Deploy company Strategy to TPM pillars using six Goals (Productivity, Quality, Cost, Safety & Environment, Morale and Delivery). Link instrumental KPIs of every single pillar between six goals according to the strategy of one enterprise. Monitor the instrumental KPIs monthly and review their correlation with strategy periodically.

2, Every 3 months generally review and optimize the correlation between instrumental KPIs and action ones in hierachies. And select several weak areas in specific pillars to be improved using relevant KPIs to direct.

3, Use Pareto chart to analyze the critical losses contrbutors relevant to specific instrumental KPIs. Setup the action KPIs for critical contribution factors and monitor the KPIs change.
4, For every critical factor or instrumental KPI according to differet levels, select the relevant team to be consolidated with skill matrix. Remember to maintain the original ones and added the new skills.
Pillar choose the correct methodology and help team complete the team master plan and target.
Pillar do the deployment and make the team plan(There are 3 waves in one year)
Pillar and high level or WCM leader choose the property team leader and members.
Pillar and team organize the formal team launch meeting. This meeting should invite factory director, WCM office member and all team member. Team’s launch time depending on which day this meeting will be taken. During this meeting, team leader should show which loss the team will focused on, team target, team member, team master plan, team methodology and so on.
5, Map the competences of team members and build skill matrix for each one using 3 level competences which are professional skill, analytical skills and soft skills if appropriate.
Team make the training plan and pillar help team to arrange the trainer. Training record will transfer to ET pillar.
6, Monitor the direct KPIs of team to be maintained or improved.Pillar do the audit based on audit plan to guarantee team running well
Pillar need to follow the following audit schedule:
Kaizen team need to be audited every week;
Normal team need to be audited every two weeks.
If the team delay, we recommend pillar shorter the audit frequency.
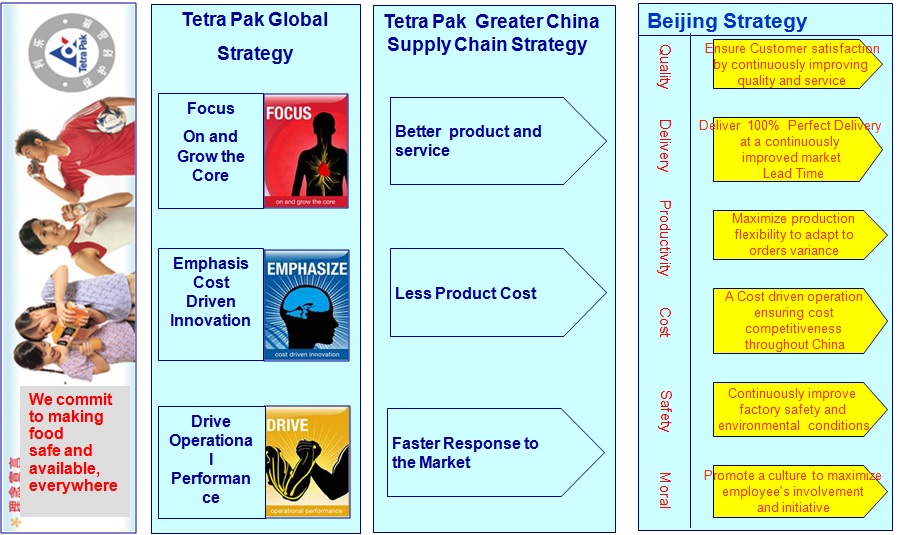
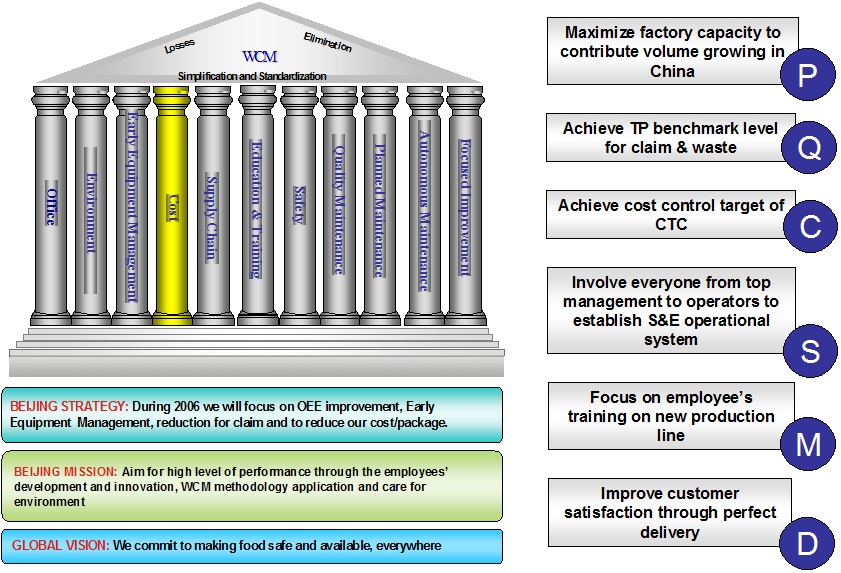
Link global strategy to specific plant
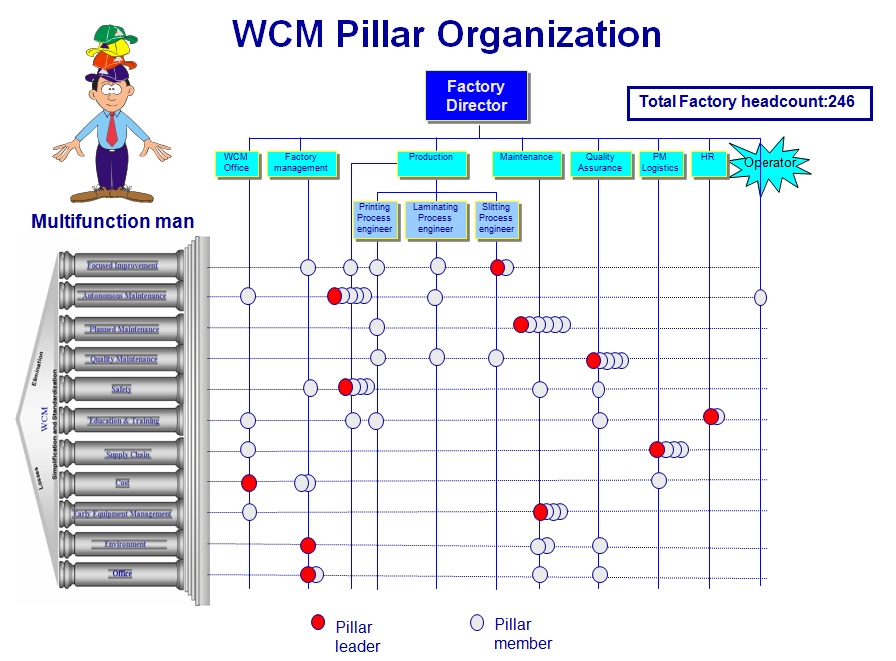
WCM pillar organization
TPM: The introduction
The final competition of every industry is management. Advanced management is the key of morden enterprise to make lean production, improve effeciency, assure quality and optimize cost. The target of TPM is 0 accident, 0 defect, 0 breakdown. TPM (Total productive maintenance), the best level certificate of it is WCM (world class management) is the new chasing of morden manufacturing industry. All of the enterprises and plants, who want to be excellent, take it as the secret weapon to satisfy the customer by capacity, delivery, quality, cost, morale and environment through building WCM.
PILLAR 1-5S TPM starts with 5S. Problems cannot be clearly seen when the work place is unorganized.Cleaning and organizing the workplace helps the team to uncover problems. Making problems visible is the first step of improvement.
SEIRI—Sort outThis means sorting and organizing the items as critical, important, frequently used items,useless, or items that are not need as of now. Unwanted items can be salvaged. Critical itemsshould be kept for use nearby and items that are not be used in near future, should be storedin some place. For this step, the worth of the item should be decided based on utility and not cost.As a result of this step, the search time is reduced.
SEITON—OrganiseThe concept here is that “Each items has a place, and only one place”. The items shouldbe placed back after usage at the same place. To identify items easily, name plates and colouredtags has to be used. Vertical racks can be used for this purpose, and heavy items occupy thebottom position in the racks.
SEISO—Shine the WorkplaceThis involves cleaning the work place free of burrs, grease, oil, waste, scrap etc. No looselyhanging wires or oil leakage from machines.
SEIKETSU—StandardizationEmployees has to discuss together and decide on standards for keeping the work place/machines/pathways neat and clean. This standards are implemented for whole organization andare tested/inspected randomly.
SHITSUKE—Self-disciplineConsidering 5S as a way of life and bring about self-discipline among the employees of theorganization. This includes wearing badges, following work procedures, punctuality, dedication tothe organization etc.
PILLAR 2—JISHU HOZEN (AUTONOMOUS MAINTENANCE)This pillar is geared towards developing operators to be able to take care of small maintenancetasks, thus freeing up the skilled maintenance people to spend time on more value added activityand technical repairs. The operators are responsible for upkeep of their equipment to prevent itfrom deteriorating.Steps in JISHU HOZEN1. Train the employees: Educate the employees about TPM, its advantages, JH advantagesand steps in JH. Educate the employees about abnormalities in equipments.2. Initial cleanup of machinesSupervisor and technician should discuss and set a date for implementing step 1.Arrange all items needed for cleaning.On the arranged date, employees should clean the equipment completely with thehelp of maintenance department.Dust, stains, oils and grease has to be removed.Following are the things that have to be taken care while cleaning. They are oilleakage, loose wires, unfastened nits and bolts and worn out parts.After clean up problems are categorized and suitably tagged. White tags are placewhere operators can solve problems. Pink tag is placed where the aid of maintenancedepartment is needed.Contents of tag are transferred to a register.Make note of area, which were inaccessible.Finally close the open parts of the machine and run the machine.3. Counter measuresInaccessible regions had to be reached easily, e.g., if there are many screw to opena flywheel door, hinge door can be used. Instead of opening a door for inspectingthe machine, acrylic sheets can be used.To prevent work out of machine parts necessary action must be taken.Machine parts should be modified to prevent accumulation of dirt and dust.4. Tentative standardJH schedule has to be made and followed strictly.Schedule should be made regarding cleaning, inspection and lubrication and it alsoshould include details like when, what and how.5. General inspectionThe employees are trained in disciplines like pneumatics, electrical, hydraulics,lubricant and coolant, drives, bolts, nuts and safety.This is necessary to improve the technical skills of employees and to use inspectionmanuals correctly.After acquiring this new knowledge the employees should share this with others.By acquiring this new technical knowledge, the operators are now well aware ofmachine parts.6. Autonomous inspectionNew methods of cleaning and lubricating are used.Each employee prepares his own autonomous chart/schedule in consultation withsupervisor.Parts which have never given any problem or part which don’t need any inspectionare removed from list permanently based on experience.Including good quality machine parts. This avoid defects due to poor JH.•Inspection that is made in preventive maintenance is included in JH.The frequency of cleanup and inspection is reduced based on experience.7. StandardizationUp to the previous stem only the machinery/equipment was the concentration.However, in this step the surroundings of machinery are organized. Necessaryitems should be organized, such that there is no searching and searching time isreduced.Work environment is modified such that there is no difficulty in getting any item.Everybody should follow the work instructions strictly.Necessary spares for equipments is planned and procured.8. Autonomous managementOEE and OPE and other TPM targets must be achieved by continuous improvethrough Kaizen.PDCA (Plan, Do, Check and Act) cycle must be implemented for Kaizen.
PILLAR 3—KAIZEN‘Kai’ means change, and ‘Zen’ means good (for the better). Basically Kaizen is for smallimprovements, but carried out on a continual basis and involve all people in the organization.Kaizen is opposite to big spectacular innovations. Kaizen requires no or little investment. Theprinciple behind is that “a very large number of small improvements are more effective in anorganizational environment than a few improvements of large value.” This pillar is aimed atreducing losses in the workplace that affect our efficiencies. By using a detailed and thoroughprocedure we eliminate losses in a systematic method using various Kaizen tools. These activitiesare not limited to production areas and can be implemented in administrative areas as well.Kaizen Policy1.Practice concepts of zero losses in every sphere of activity.2.Relentless pursuit to achieve cost reduction targets in all resources.3.Relentless pursuit to improve overall plant equipment effectiveness.4.Extensive use of PM analysis as a tool for eliminating losses.5.Focus of easy handling of operators.Kaizen TargetAchieve and sustain zero loses with respect to minor stops, measurement and adjustments,defects and unavoidable downtimes. It also aims to achieve 30% manufacturing cost reduction.Tools used in Kaizen1.PM analysis2.Why-Why analysis3.Summary of losses4.Kaizen register5.Kaizen summary sheet.The objective of TPM is maximization of equipment effectiveness. TPM aims at maximizationof machine utilization and not merely machine availability maximization. As one of the pillars ofTPM activities, Kaizen pursues efficient equipment, operator and material and energy utilization,which is extremes of productivity and aims at achieving substantial effects. Kaizen activities tryto thoroughly eliminate 16 major losses.
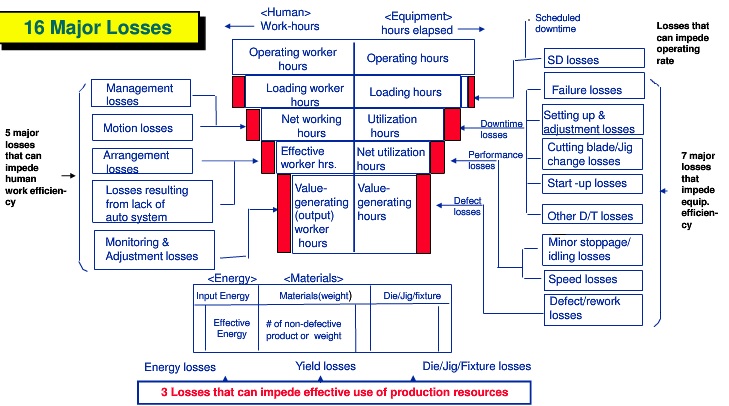
16 Major Losses in a Organization
1.Failure losses—Breakdown loss2.Setup/adjustment losses3.Cutting blade loss4.Start up loss5.Minor stoppage/Idling loss6.Speed loss—operating at low speeds7.Defect/rework loss8.Scheduled downtime loss9.Management lossLosses that impede equipment efficiency10.Operating motion lossLosses that impede human work efficiency11.Line organization loss12.Logistic loss13.Measurement and adjustment loss14.Energy loss15.Die, jig and tool breakage lossLosses that impede effective use of16.Yield lossproduction resources.
PILLAR 4—PLANNED MAINTENANCEIt is aimed to have trouble free machines and equipments producing defect free products for totalcustomer satisfaction. This breaks maintenance down into 4 ‘families’ or groups, which wasdefined earlier.1.Preventive maintenance2.Breakdown maintenance3.Corrective maintenance4.Maintenance preventionWith planned maintenance, we evolve our efforts from a reactive to a proactive method anduse trained maintenance staff to help train the operators to better maintain their equipment.Policy1.Achieve and sustain availability of machines;2.Optimum maintenance cost;3.Reduces spares inventory; and4.Improve reliability and maintainability of machines.Target1.Zero equipment failure and breakdown;2.Improve reliability and maintainability by 50%;3.Reduce maintenance cost by 20%; and4.Ensure availability of spares all the time.Six Steps in Planned Maintenance1.Equipment evaluation and recoding present status;2.Restore deterioration and improve weakness;3.Building up information management system;4.Prepare time based information system, select equipment, parts and members and mapout plan;5.Prepare predictive maintenance system by introducing equipment diagnostic techniques;and6.Evaluation of planned maintenance.PILLAR 5—QUALITY MAINTENANCEIt is aimed towards customer delight through highest quality through defect free manufacturing.Focus is on eliminating non-conformances in a systematic manner, much like Focused Improvement.We gain understanding of what parts of the equipment affect product quality and begin toeliminate current quality concerns, then move to potential quality concerns. Transition is fromreactive to proactive (Quality Control to Quality Assurance).QM activities is to set equipment conditions that preclude quality defects, based on the basicconcept of maintaining perfect equipment to maintain perfect quality of products. The conditionsare checked and measure in time series to very that measure values are within standard valuesto prevent defects. The transition of measured values is watched to predict possibilities of defectsoccurring and to take counter measures before hand.Policy1.Defect free conditions and control of equipments;2.QM activities to support quality assurance;3.Focus of prevention of defects at source;4.Focus on poka-yoke (fool proof system);5.In-line detection and segregation of defects; and6.Effective implementation of operator quality assurance.Target1.Achieve and sustain customer complaints at zero;2.Reduce in-process defects by 50%; and3.Reduce cost of quality by 50%.Data RequirementsQuality defects are classified as customer end defects and in house defects. For customer-end data, we have to get data on:1.Customer end line rejection; and2.Field complaints.In-house, data include data related to products and data related to process.Data Related to Product1.Product-wise defects;2.Severity of the defect and its contribution—major/minor;3.Location of the defect with reference to the layout;4.Magnitude and frequency of its occurrence at each stage of measurement;5.Occurrence trend in beginning and the end of each production/process/changes (likepattern change, ladle/furnace lining etc.); and6.Occurrence trend with respect to restoration of breakdown/modifications/periodicalreplacement of quality components.Data Related to Processes1.The operating condition for individual sub-process related to men, method, material andmachine;2.The standard settings/conditions of the sub-process; and3.The actual record of the settings/conditions during the defect occurrence.
PILLAR 6—TRAININGIt is aimed to have multi-skilled revitalized employees whose morale is high and who has eagerto come to work and perform all required functions effectively and independently. Education isgiven to operators to upgrade their skill. It is not sufficient know only ‘Know-How’ by theyshould also learn ‘Know-Why’. By experience they gain, ‘Know-How’ to overcome a problemwhat to be done. This they do without knowing the root cause of the problem and why they aredoing so. Hence, it becomes necessary to train them on knowing ‘Know-Why’. The employeesshould be trained to achieve the four phases of skill. The goal is to create a factory full ofexperts. The different phase of skills is:Phase 1: Do not know.Phase 2: Know the theory but cannot do.Phase 3: Can do but cannot teach.Phase 4: Can do and also teach.Policy1.Focus on improvement of knowledge, skills and techniques;2.Creating a training environment for self-learning based on felt needs;3.Training curriculum/tools/assessment etc. conducive to employee revitalization; and4.Training to remove employee fatigue and make work enjoyable.Target1.Achieve and sustain downtime due to want men at zero on critical machines;2.Achieve and sustain zero losses due to lack of knowledge/skills/techniques; and3.Aim for 100% participation in suggestion scheme.Steps in Educating and Training Activities1.Setting policies and priorities and checking present status of education and training;2.Establish of training system for operation and maintenance skill upgradation;3.Training the employees for upgrading the operation and maintenance skills;4.Preparation of training calendar;5.Kick-off of the system for training; and6.Evaluation of activities and study of future approach.
PILLAR 7—OFFICE TPMOffice TPM should be started after activating four other pillars of TPM (JH, KK, QM,PM). Office TPM must be followed to improve productivity, efficiency in the administrativefunctions and identify and eliminate losses. This includes analyzing processes and procedurestowards increased office automation. Office TPM addresses twelve major losses. They are:1.Processing loss;2.Cost loss including in areas such as, procurement, accounts, marketing, sales leading tohigh inventories;3.Communication loss;4.Idle loss;5.Set-up loss;6.Accuracy loss;7.Office equipment breakdown;8.Communication channel breakdown, telephone and fax lines;9.Time spent on retrieval of information;10.Non availability of correct on-line stock status;11.Customer complaints due to logistics; and12.Expenses on emergency dispatches/purchases.Office TPM and its Benefits1.Involvement of all people in support functions for focusing on better plant performance;2.Better utilized work area;3.Reduce repetitive work;4.Reduced inventory levels in all parts of the supply chain;5.Reduced administrative costs;6.Reduced inventory carrying cost;7.Reduction in number of files;8.Reduction of overhead costs (to include cost of non-production/non-capital equipment);9.Productivity of people in support functions;10.Reduction in breakdown of office equipment;11.Reduction of customer complaints due to logistics;12.Reduction in expenses due to emergency dispatches/purchases;13.Reduced manpower; and14.Clean and pleasant work environment.
PILLAR 8—SAFETY, HEALTH AND ENVIRONMENTTarget1.Zero accident,2.Zero health damage, and3.Zero fires.In this area focus is on to create a safe workplace and a surrounding area that is notdamaged by our process or procedures. This pillar will play an active role in each of the otherpillars on a regular basis.A committee is constituted for this pillar, which comprises representative of officers as wellas workers. The committee is headed by senior vice President (Technical). Utmost importanceto safety is given in the plant. Manager (safety) is looking after functions related to safety. Tocreate awareness among employees various competitions like safety slogans, quiz, drama, posters,etc. related to safety can be organized at regular intervals.Today, with competition in industry at an all time high, TPM may be the only thing thatstands between success and total failure for some companies. It has been proven to be a programthat works. It can be adapted to work not only in industrial plants, but also in construction, buildingmaintenance, transportation, and in a variety of other situations. Employees must be educated andconvinced that TPM is not just another ‘program of the month’ and that management is totallycommitted to the program and the extended time frame necessary for full implementation. Ifeveryone involved in a TPM program does his or her part, an unusually high rate of returncompared to resources invested may be expected.
General route of TPM
Generally, all of the TPM pillars can be deployed according to the following displayed pictures with the detailed information being different. 1,Understand the operation situation to map the value chain or structure; 2, Prioritise the non-necessary activities; 3,Seletct the proper sub route such as maitenance, quality etc. 4, Use Pareto to prioritizing critical area; 5, Skills analysis of restoring basic condition including calculating maintenance schedule; 6, Basic skill matrix; 7, Execute basic clean, lubrication and inspection; 8, Executive variation analysis and re-training 9, Chronic losses analysis 10, Advanced skill matrix 11, Advanced CIL 12, condition management.
TPM: The philosophy and Evolution phases
Philosophy
TPM aims at using equipments to its maximum and aids in reducing life cycle costs (LCC). In other words going all out to eliminate the Losses (Waste) cased by the equipment.
TPM improves work activities that deal with equipment Set-up, Operaing parameters, Maintenance, Tear down, Repairs and Breakdowns etc.
It specifically aims at the complete elimination of the "six major losses" while strving for a goal of zero unscheduled downtime, Zero defect and Zero accident.
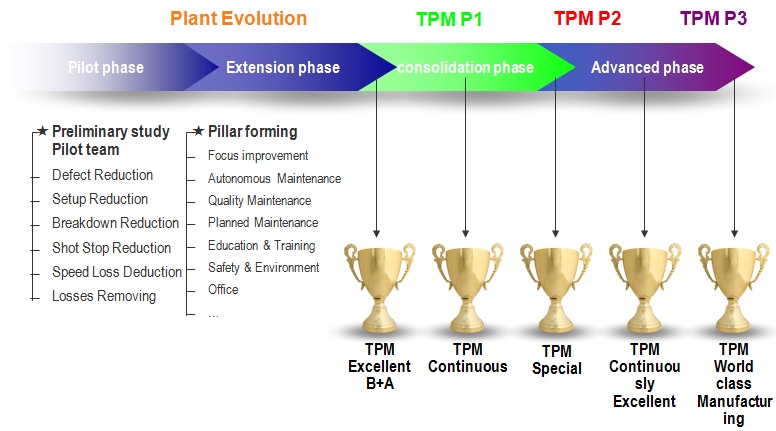
Pilot phase
Pilot phase is the start of the journey, it lasts 6 months normally.
Pilot teams are formed to attack some of the critical problems of the company.
The company starts the process of driving the system from targets.
Target of pilot teams
Start people involvement.
Practise method on how to improve.
Obtain significant results on important issues for the company (Minimum target 50%).
At the end of the pilots, many potential TPM leaders are trained for the future teams.
3 Key words
Involvement
Method
Result
Why does the enterprise need TPM?
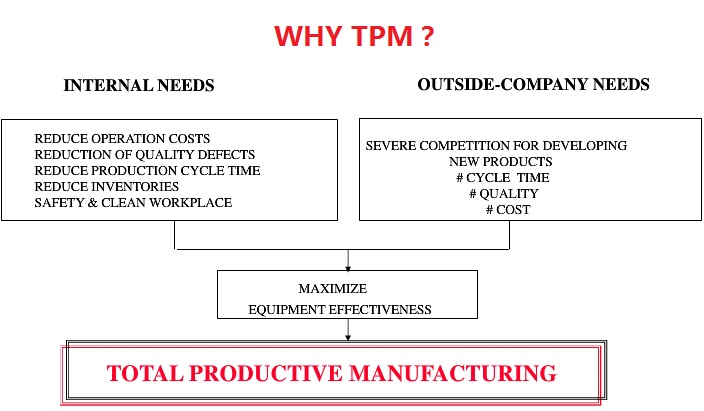
Through TPM, we can
- Maximize equipment effectiveness.
- Develop a system of productive maintenance that plan, design, use or maintain equipment in implementing TPM.
- Actively involve manufacturing specialists.
- Reduce waste or losses.
- Increase utilization of employee knowledge and skills.
- Improve product quality and consistency.
With the definite target being as the followings,
0 unplanned downtime
0 speed losses including asset idle time
0 defects
0 accidents
Minimum life cycle cost of asset.
And the general target of TPM is OEE which is the abbreviation of total equipment effectiveness.
WCM: Terms and definitions
OCE to measure the personnel performance?
Two perspectives of people performance are skill and attitude. KPI of skill is OCE (Overall contribution effeciency), or APQMIS,which is the abbreviation of Availability, Performance, Quality, Maitenance and improvement, Sustainability.
Generally, the skill KPI measurement can be deployed according to the steps in the followings:
A, Are the people available?
P, Have people perfromed?
Q, Time used enough?
MI, Production situation improved?
S, Level is suatainable or not?
For example:
A,If we have 100 time units in which the on duty time is 80 units, we can get the availability being 80/100 which equals 80%;
P,After the people is on duty or they come to company or working unit, they take 5 time units to attend training, 2.5 units standing by, 2.5 units preparing work reports and then do the normal activity work, the performance will be: P=(80-5-2.5-2.5)/80=87.5%;
Q,Let us presume the time usage rate being 90%;
MI,If MME before maintenance is 99% with post-Maintenance MME being 94%, then MI is 100%-(99%-94%)=95%;
S,We can use standard deviation to measure the sustainability of the people. For example, if it is 5, then S=(100-5)/100=95%;
so we get that OCE=80%*87.5%*90%*95%*95%=56.86%
We can see that it is very difficult to get a high OCE.
OEE
Before you get stressed out with your company’s productivity or the lack thereof, you have to assess what you’re missing. Every company has it, may it be ineffective marketing strategy, disorderly organization, unproductive equipment etc. If you’re having problems with the hardware or equipment used by the firm for manufacturing then a good system is needed to be put in place. This is the moment when smoothly operating equipment is crucial to make substantial returns for the company.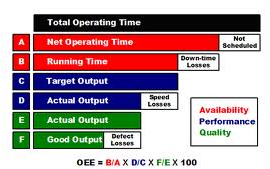
Many experts believe that a lot of processes employ machines to add value to what clients pay for and this is true in a setting that is widely competitive. For instance, a toy company that produces thousands of products daily for the local and international market requires factory machines to work dependably and at their optimum pace to supply products when customers or the industry needs them. But it’s evident that factories throughout the globe are plagued with equipment problems of one kind or another. So it’s essential that company owners understand and evaluate their business’ Overall Equipment Effectiveness or its OEE. Generally, OEE measures how well the equipment is running. It can specifically show how much of the time the machine is actually doing well and what percentage or portion of the output is of good quality, not just the amount of products or output the machine is turning out.
What’s more, OEE is not just for maintenance anymore since the approach can help predict problems in the future and may allow some monitoring of the equipment’s health as well. It involves a step-by-step computation which is part of the general framework. Of course, if you want to know more about the system and how it mainly works then consulting experienced trainers or consultants is the best way to understand the key components and its application.
OLE
OLE is the abbreviation of overall labor effectiveness which is a very effective performance index to measure the people performance especially for low level persons whose salary is based on working unit such as 0.3 euro per loading one pallete or 0.1 $ per folding one box etc. And the maintemance work is also treated as this theory recently such as 3 $ per motor change or 2100 $ for one third party contract overhall etc. If treat such human resources supplier or department as one unit, we can meaure every human resource effectiveness easily using OLE.
When such a person is hired to maintain the machines effectiveness, for example, mechanical machine effeciency or MME, then the theory time the person can work 100% is hiring time or solar time somebody called. Of couse he has some time to leave for holidays or sickness etc. which is treated as absent time. And he also needs training, feeding and travel etc which is called setup time.
Then OLE of such person is calculated as the followings,
Availability=(Solar time-absent time)/Solar time
Performance=(Solar time-absent time-setup time)/(Solar time-absent time)
Quality=Weighted MME*(Solar time-absent time-setup time-service cost per 000 litre/allowance per time unit)/(Solar time-absent time-setup time)
OLE=A*P*Q
PM analysis
PM analysis


Eradicate the abnormality.
Project management
1.Pilot management
Understand current situation (UCS) & target definition
Method (Pillar & Route)
Line programming(Measure & control)
Resources & Plan
Implementation & audit
2.Horizontal & Vertical Rollout management
Region rollout
Region audit
3.Sytem improvement & summary
What is PKE?
PKE stands for Process Kaizen Engineering, where
Kaizen= continuous improvements
The PKE is therefore the Engineer for Continuous Improvement.

What is TPM?
TPM is the abbreviation of total productive manufacturing.
It is not just a program. It is a long term production efficiency improvement process to attain a predictable manufacturing environment.
Through total involvement of the entire workforce, the quality of product and machine uptime can be improved by continuously improving the equipment performance. TPM can also reduce total production and maintenance costs.
WCM: The deployment of pillars
Requires 100000 POINTS in the General category.Cost reduction pillar

MISSION:
To support the right decision concerning cost. Providing production cost risk analysis, identifying action to prevent cost increase, defining cost management policies and mapping investments and Kaizen activities priorities.

STRATEGY :
2. Achieve total processing cost target
Cost pillar audit
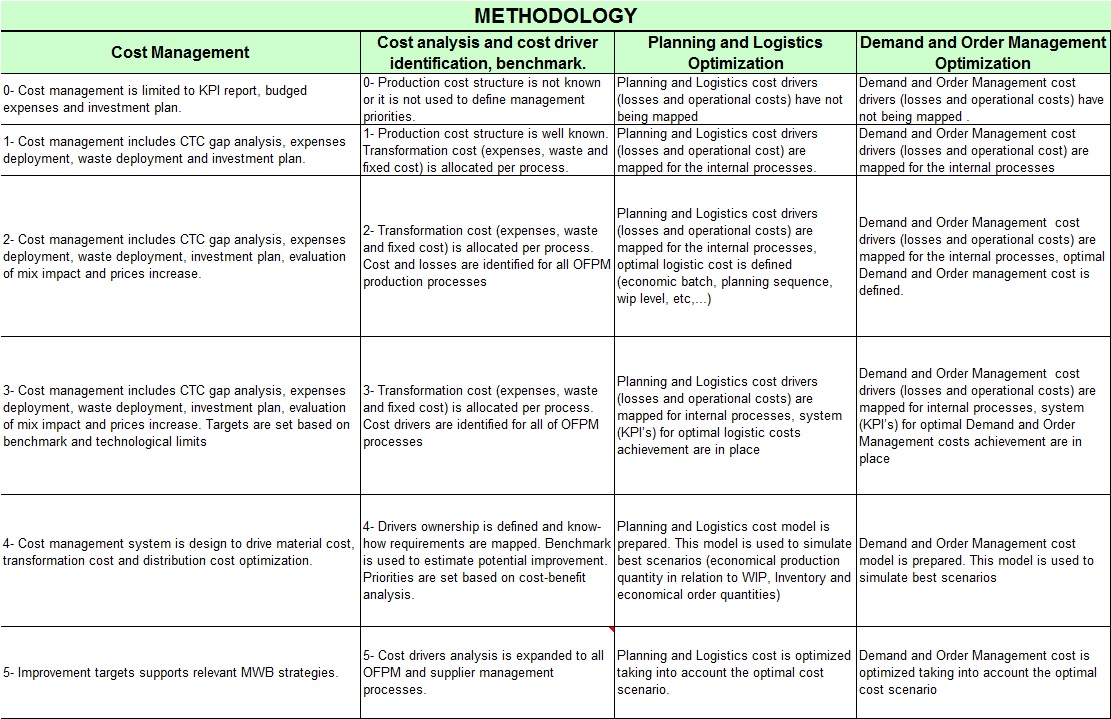
Methodology
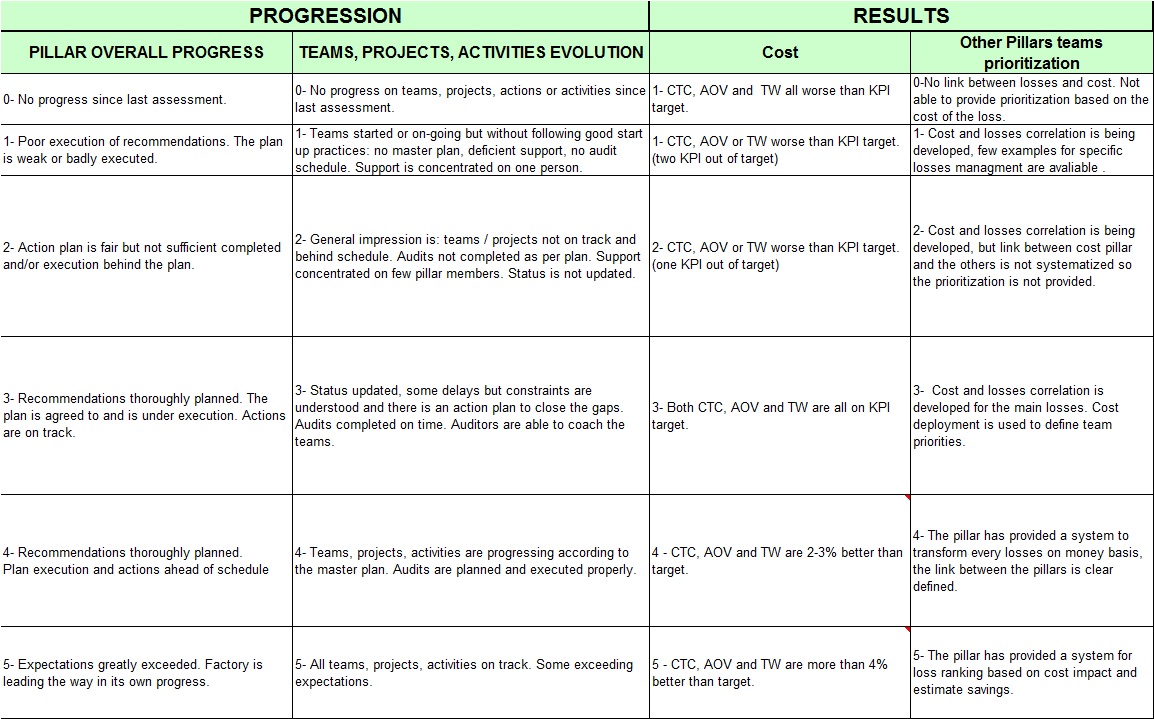
Progression and result
Cost pillar target
Cost pillar target achievement
Education and training
Basic step: 1, Evaluate situation and strategy; 2, Idetify training needs; 3, Training and appraisal.

If Man-Method losses need to be reduced, an E & T team should be awaken.
Advanced E&T pillar
Requires 100000 POINTS in the General category.Education and training audit
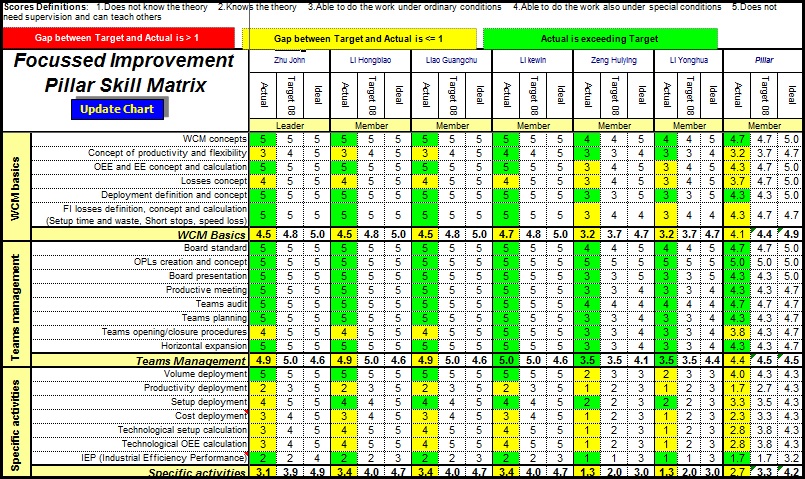
Requires 60000 POINTS in the General category.Skill matrix template
This is only part of the skill matrix. We develop skill matrix for PM pillar, AM pillar, QM pillar etc. If you'd like more information or support, please contact macrolake management.
What is E & T role? RACI
Responsible - Those who do work to achieve the task. There can be multiple resources responsible.
Accountable - (Also Approver) The resource ultimately answerable for the correct and thorough completion of the task. There must be exactly one A specified for each task.
Consulted - Those whose opinions are sought. Two-way communication.
Informed - Those who are kept up-to-date on progress. One-way communication.
When and how launch an E&T team?
When should we launch an E&T team?
When Man & Method losses need to be reduced.
When should we not launch an E&T team?
When training is not relevant to Man & Method losses.
Training objective is to increase awareness
Training method is distributing OPLs only.
Environment impact reduction
STRATEGY :
To optimize environmental conditions, reduce energy consumption and improve EPIs.
MISSION:
Establish Environmental management system to reduce energy consumption and make sure to achieve 100% waste recycling.
Committed to the following environmental policy:
- Follow all applicable global, national and local legislation and regulations when it comes to environmental protection.
- Maintain ISO14001 system, which ensures continual improvement in the aspects of environmental performance. - Manages waste properly, including maximizing recycling of factory waste.
- Formulate and improve the environmental objectives to make efficient use of resources and to minimize the environmental pollution.
- Ensure all staff understand and follow legislation and our environmental system and are well informed about our environmental affairs.
Environment impact reduction audit
Requires 6000 POINTS in the General category.Quality maintenance Pillar
 Zero Defect
Zero Defect