Food Safety and Microbial Quality
As one important component of quality system in food and beverage industry, HACCP plays a very effective role in assuring food safety with the precondition that people can use it properly in which practice experience and structured food safety knowledge are the cores to arm people of production unit besides the principle. Policy, guideline and supervison from the government are the other side to assure the food safety in which food safety knowledge, supervising system, and effective legal system are the huge challenges.
Bacteria which cannot be killed by UHT-Nightmare of UHT milk
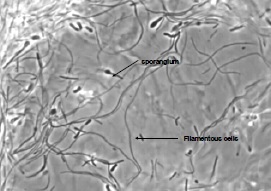 Bacillus sporothermodurans cannot be killed by UHT which contributes the whole batch products' spoilages or unsterilities. Bacillus sporothermodurans producing highly heat-resistant spores (HRS) which may survive ultra-high temperature (UHT) treatment or industrial sterilization. Molecular typing showed a heterogeneous group of farm isolates (non-HRS strains), but a clonal group of UHT isolates from diverse European countries and other continents (HRS-clone) suggesting a common source. During a survey of Belgian dairy farms for the presence of potentially highly heat-resistant spore formers, high numbers of these spores were detected in filter cloth, green crop and fodder samples. The strain collection showed a high taxonomic diversity with 18 potentially new species and with Bacillus licheniformis and Geobacillus pallidus as predominating species overall. Seventeen B. sporothermodurans isolates were identified, mainly originating from feed concentrate. Heat resistance studies showed the UHT resistance of B. sporothermodurans spores present in industrially contaminated UHT milk, but a lower heat resistance of laboratory-grown strains (HRS and non-HRS). Hydrogen peroxide, used as sanitizer in the dairy industry, was found to induce higher heat resistance of laboratory-grown B. sporothermodurans strains to a certain level. This indicates that sublethal stress conditions may affect the heat resistance. By transmission electron microscopy, structural differences at the spore level were found between HRS and non-HRS strains. The data indicate that the attainment of extreme heat resistance is rather multifactorial.
Bacillus sporothermodurans cannot be killed by UHT which contributes the whole batch products' spoilages or unsterilities. Bacillus sporothermodurans producing highly heat-resistant spores (HRS) which may survive ultra-high temperature (UHT) treatment or industrial sterilization. Molecular typing showed a heterogeneous group of farm isolates (non-HRS strains), but a clonal group of UHT isolates from diverse European countries and other continents (HRS-clone) suggesting a common source. During a survey of Belgian dairy farms for the presence of potentially highly heat-resistant spore formers, high numbers of these spores were detected in filter cloth, green crop and fodder samples. The strain collection showed a high taxonomic diversity with 18 potentially new species and with Bacillus licheniformis and Geobacillus pallidus as predominating species overall. Seventeen B. sporothermodurans isolates were identified, mainly originating from feed concentrate. Heat resistance studies showed the UHT resistance of B. sporothermodurans spores present in industrially contaminated UHT milk, but a lower heat resistance of laboratory-grown strains (HRS and non-HRS). Hydrogen peroxide, used as sanitizer in the dairy industry, was found to induce higher heat resistance of laboratory-grown B. sporothermodurans strains to a certain level. This indicates that sublethal stress conditions may affect the heat resistance. By transmission electron microscopy, structural differences at the spore level were found between HRS and non-HRS strains. The data indicate that the attainment of extreme heat resistance is rather multifactorial.
Biofilm changes the characteristic of microbes compromising food safety
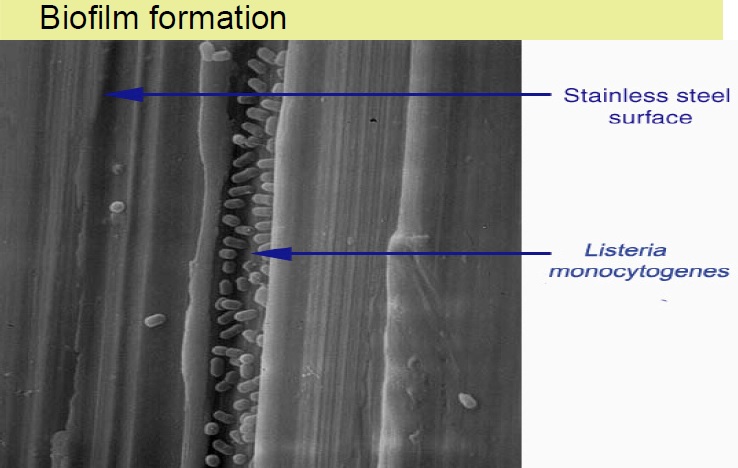 Adhesion of microorganisms to food processing equipment surfaces and the problems it causes are a matter of concern to the food industry. Biofilms have the potential to act as a chronic source of microbial contamination which may compromise food quality and represent a significant health hazard. To control these problems, it has been recognized that a greater understanding of the interaction between microorganisms and food-processing surfaces is required.Several groups have reported the ability of bacteria to attach to surfaces commonly found in the food processing environment, such as rubber and stainless steel . The increased resistance of these sessile organisms towards disinfectants, heat and sanitizing agents often exacerbates the problems caused by microbial fouling and can contribute to the inefficacy of cleaning in place systems. Development of adsorbed layers, often termed “conditioning” of a surface, is considered to be the first stage in biofilm formation and has been widely demonstrated. Because this conditioning film is likely to change the physicochemical properties of the substratum and thus to influence bacterial attachment, an understanding of these initial interactions is crucial in identifying control measures. A variety of proteins, including milk proteins, have been shown to affect bacterial adhesion to surfaces such as polystyrene; hydroxyapatite; glass, rubber, and stainless steel; silica; and medical implants. The nature of the effect appears to vary with the organism, substratum, and protein under investigation.
Adhesion of microorganisms to food processing equipment surfaces and the problems it causes are a matter of concern to the food industry. Biofilms have the potential to act as a chronic source of microbial contamination which may compromise food quality and represent a significant health hazard. To control these problems, it has been recognized that a greater understanding of the interaction between microorganisms and food-processing surfaces is required.Several groups have reported the ability of bacteria to attach to surfaces commonly found in the food processing environment, such as rubber and stainless steel . The increased resistance of these sessile organisms towards disinfectants, heat and sanitizing agents often exacerbates the problems caused by microbial fouling and can contribute to the inefficacy of cleaning in place systems. Development of adsorbed layers, often termed “conditioning” of a surface, is considered to be the first stage in biofilm formation and has been widely demonstrated. Because this conditioning film is likely to change the physicochemical properties of the substratum and thus to influence bacterial attachment, an understanding of these initial interactions is crucial in identifying control measures. A variety of proteins, including milk proteins, have been shown to affect bacterial adhesion to surfaces such as polystyrene; hydroxyapatite; glass, rubber, and stainless steel; silica; and medical implants. The nature of the effect appears to vary with the organism, substratum, and protein under investigation.Clean to remove microbes in the pipelines of dairy plant
How to clean round the bend removing completely any dairy residues in the milk or beverage transfer pipes which may be the growth bed or protection of microbes.
Guidelines for the microbiological quality of some ready-to-eat foods sampled at the point of sale
Requires 30 POINTS in the General category.Infection source of bacteria frequently found in Dairy industry
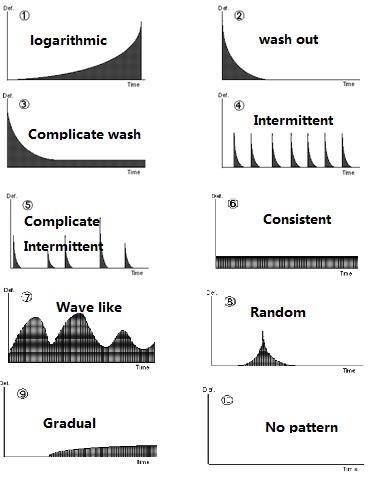 Where do the bacteria come? Using infection pattern, the question can be answered.
Where do the bacteria come? Using infection pattern, the question can be answered.
Pattern 1: logarithmic
Either the rate of infection at the source increases with time and/or substantial microbial growth takes place somewhere in the system.
One area that can be excluded/eliminated from such a scenario is faulty CIP or pre-sterilisation.
But leakage of paper tube, leakage of Valve 78, leakage of Aseptic tank, holding section of UHT and contaminated floater etc. have high probabilities.
Pattern 2: wash out
CIP/Sterilization failure linked bacteria residues often contribute such scenarios. Filling tube of Tetra Fino often give mixed cocci contamination if the tube is scratched by wrong cleaning brush, the seat of Valve A sometimes give endospores wash out if the manual clean is not carried out in a very long time. Because Escherichia can grow vigorously in organic residue, the poor CIP may result pure Escherichia flora.
Pattern 3:Complicate Wash out
Besides the cause found in wash out pattern, raw milk with poor quality such as more endospores, leakages in the product transfer pipeline, gasket leakages in the product pipeline, leaked aseptic chamber, upper cover of Tetra Fino, low consentration of H2O2, no tween80 added to H2O2, and leakages in cooling pipeling of aseptic air system in Tetra Fino may result such contamination pattern.
Pattern4/5: intermittent
•Probe leakage—seep into milk; •Operational fault—splicing PM; •Homoginizer fault resulted rough particles with spores; •Counter-Valve such as V78; •Gasket leakage or holding section leakages in UHT etc.
Pattern 6: consistency
Wrong operation such as selecting wrong sterilization program in UHT; Failure of equipment such as poor sealing, equipment components or equipment settings out of specification such as low sealing pressure, and poor quality milk with thermo resitant spores etc.
Pattern 7: Wave like
It is the combinition of intermittent pattern and consistent pattern.
Pattern 8: Random
Often it is caused by operational fault.
Pattern 9: Gradual increase
No bacteria multiplication, but reinfection increases. For example, the jaw system loses its pressure grdually. The white roller loses its pressure gradually.
Manufacturers and Processors requirements of ice cream, ice milk, ice cream mix and frozen youghurt
Requires 30 POINTS in the General category.Microbiological Quality of Ice Cream after HACCP Implementation: a Factory Case Study
Requires 30 POINTS in the General category.Movie - Avoid microbial infection or contamination in aseptic production
How ro remove microbial contamination in aseptic production is always a challenge. If the contamination is very little, the survivors will be less when processing. Once contaminated by microbes in the milk, the speed of microbes mulplification will be higher than the light. The visual coagulation or spoilage usually resulted by more than 100 million bacteria. Keeping a good habit in production is always a must such as clean hands routinely, clean floor routinely etc.