QM质量维护支柱
Methodology方法
•Step1&2 Access current situation and deployments 评估当前状况和分解
•Step3 Restore and improve current standards 恢复和改善现有标准
•Step4 Attack chronic and potential losses 消除慢性和潜在损失
Know-how 知识水平
•Pillar leader / members 支柱领导和成员
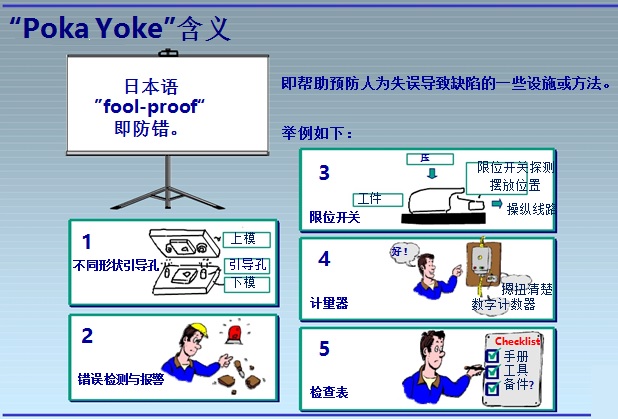
Pokayoke
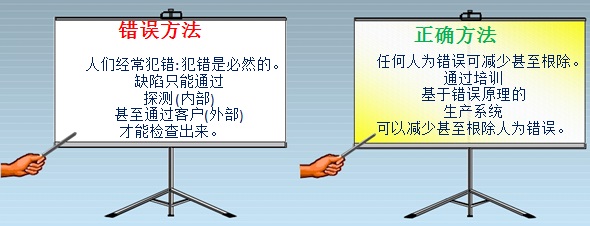
所谓防错Error Proofing(Pokayoke),是一种装置或方法,能够防止人为的错误或者让人一眼就看出现错误。也就是说,防错装置的用途包括两个方面:一是杜绝产生特定产品缺陷的原因,二是通过廉价的手段对生产产品进行逐一的检查,以确定其是否合格。这种检查是操作者在执行的过程中完成的,它们对操作者应该是透明的。也就是说,只要防错的条件不满足,操作就无法继续进行下去。主要通过检测生产条件或者缺陷产品两种方式来进行停机工作。
 通过究源性检查找出产生缺陷的根本原因,设计装置或方法对此差错实现100%检验,避免缺陷再次出现的方法。
通过究源性检查找出产生缺陷的根本原因,设计装置或方法对此差错实现100%检验,避免缺陷再次出现的方法。序,使后面的工序调用对应的加工程序,实施相应的加工内容;
 (2)定量的防错
(2)定量的防错| 错误 | 举例 | 预防措施 |
| 主观意愿 |
不想做或者故意损坏等。 |
教育,纪律,激励,关系改善 |
| 理解错误 |
操作者没有正确工作方法可以遵循,按照自认为正确的做。 |
教育,工作流程,使用颜色标识等。 |
| 忘记/注意力分散 |
疏忽/主管给信息或指令 |
培训, 预防措施, 二次确认 |
| 技能不足 |
没有知识/没有技能 |
培训, 防错改善 |
| 个人生理能力 |
不够强壮; 视力不足等 |
改善标准/有效人员甄选 |
| 缺标准 |
操作规程不具备或不清晰 |
改善操作规程 |
定位面气孔压力检测:确认工件正确到位的防错措施;
WCM所说的质量是什么?
 WCM中所涉及的质量涉及到三个层面:
WCM中所涉及的质量涉及到三个层面:
1,WCM支柱的建设与展开:包括TPM的基本概念、实施、主要目标和活动以及选择活动的标准即展开;
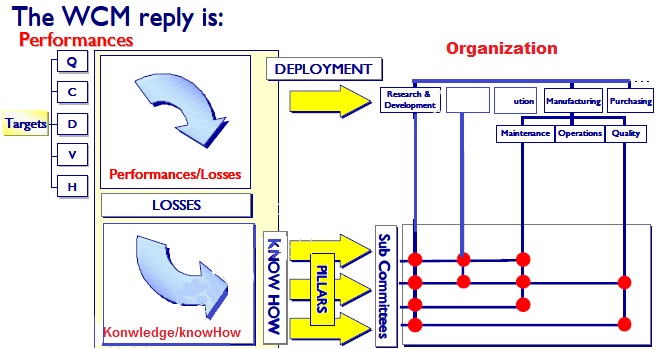
管理所面临的问题是如何将PQCDMSI等绩效和组织或部门相关联。
WCM就是将绩效或损失责任展开(DEPLOYMENT)到相应组织或部门;同时将绩效或损失知识以支柱的形式进行表述;最后将支柱与相应的组织或部门进行关联。
2,PKE(Process Kaizen Engineering过程改善或流程改善)角色:包括技能建设、项目实施和时间规划;
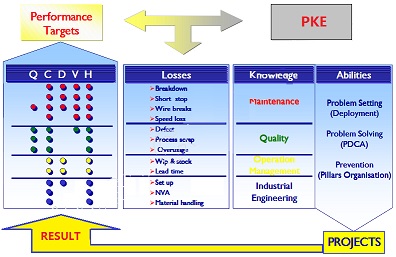
PKE的作用就是将绩效或者损失转换成为特定的KPI、知识、能力(包括技能)和重点行为过程。
知识一般包括维护、质量、运营管理和工业工程四个范畴。
衡量的KPI一般为:维护(停机、短停、速度损失等)、质量(缺陷、过程浪费、过度使用等)、运营管理(在制品与仓储、交期等)和工业工程(准备设定、非增值时间、原料处理等)。
能力即实施项目达成结果。包含三个层面:1)问题定义与展开;2)问题解决即PDCA;与3)预防(支柱与组织)。
行为即原理屋的建立及优化过程,也就是员工从被动执行到主动改善的过程,真正成就员工的主人翁文化氛围。而这个重点行为的执行在人机互作人员,PKE的重点活动就是对该类人员的训导和影响;同时将预期和实际的效果通过不同的语言和高层及中层进行有效沟通。训导以改善为出发点,一有机会就进行革新。训导人机人员的技能、主人翁意识与行为,强调结果与效率的达成。中层管理人员是PKE训导为人机人员PKE的对象,因为这类人是基层人机人员的知晓者和推动者。
PKE一般要求三种语言:高层的现金流语言、中层的现金流与操作语言、基层的操作语言或工具语言。
PKE的工作目标就是将:
1)救火行为减少到趋近于零;
2)日常例行维保活动减少到世界级水平,如维保/重置金额<2%以下,时间比重降低到10%以下;
3)持续改善活动时间增加到70%以上;
4)技术革新活动(如技改)时间持续增加到15-20%左右。
3,问题的解决:包含解决问题的定义和预览、PDCA循环、解决问题7步法及基本工具(如鱼骨图、柏拉图等)。
PDCA就是Plan研究问题、Do实施措施、Check跟踪结果、Act矫正与标准化的过程。
7步法的第1步为定义问题;第2步为分析问题;第3步为识别问题原因;第4步为设计与计划纠偏措施;第5步为实施行动;第6步为跟踪结果;第7步为标准化流程。