9 steps continuous improvement (CI) activities
 The Primary aim of CI pillar is to determine the root cause of the problem in eliminating the 16 major losses.
The Primary aim of CI pillar is to determine the root cause of the problem in eliminating the 16 major losses.
CI activities encompass all of the 8 TPM pillars.
PM pillar topic is Maintenance or organization of planned Maintenance Activities with the detailed activities being as the followings,
- Periodic Maintenance
- Predictive Maintenance
- Corrective Maintenance
- Breakdown or deployment Maintenance activities.
 AM pillar topic is Manufacturing with the detailed activities being as the followings,
AM pillar topic is Manufacturing with the detailed activities being as the followings,
- Correct operation
- Oiling inspection
- Cleaning
- Tightening
- AM data analysis
- Restoring
- Dealing with...
- Minor stoppages
- Speed loss
- Specification review/Report
- Zero defects
CI/QM Pillar topic
- 8 equipment & 5 manpower losses & Zero defects
- Dust free root cause analysis
- One stop defect free changeover
- Fan In/Fan out
Step1: Theme or topic selection
 Step1: Theme or topic selection
Step1: Theme or topic selection
1.1Linkage to factory metric/strategy
Hints: How does it affect factory performance? % impact to bottom line?
1.2How do you select the FI project?
Hints: Line Balance chart, ABC model, Bottleneck Area, Value stream mapping, work needed in the Bottle neck operation.
1.3Evidence as proof, Correlation, Mutual & Future understanding
Hints: Visual sample of good product with relevant dimention (Valid for VM defects)
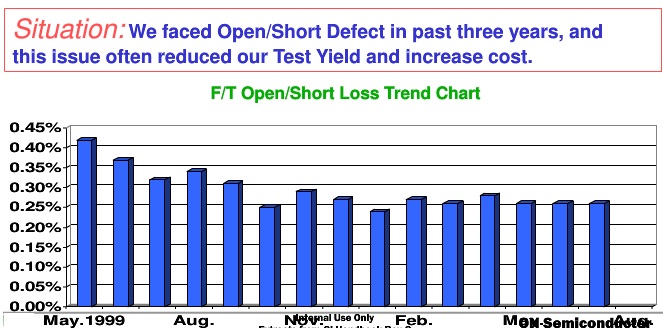
Step2 Understand current situation
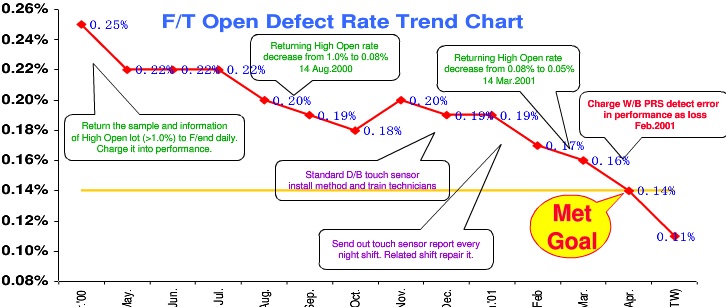
1 Start with a big picture-Overall trend
Performance or Defect Trend charts by Months or Weeks
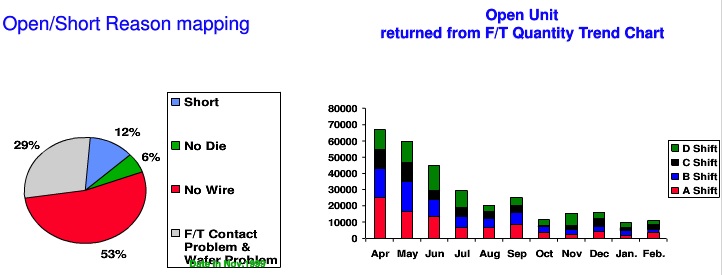
2 Paretorise the key factors data
Step3 Goal setting and planning
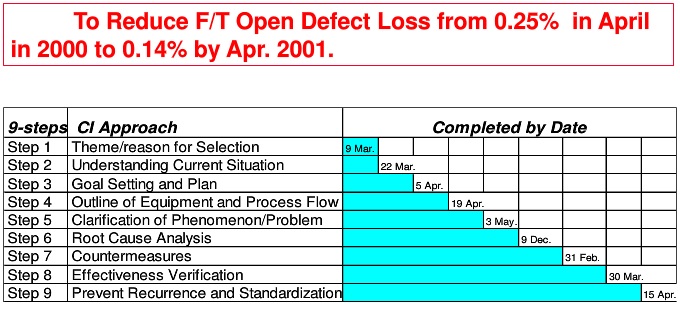
Step4 Outline of Equipment and process flow
Equipment and process flow (Genba or go see here till Step 8)
Hints: Outline major Equipments and process steps related to the problem.
Use Five Genes for data collection
Go to shop floor, observe actual conditions, collect/verify data and confirm losses.
Do not depend on second-source data.
Japanese Definition
Genba On-site
Genbutsu Actual Object
Gensho Phenomenon
Genri Theory/Principle
Gensoku Rules & Standards
Step5 Clarification of Phenomenon and problem
Phenomenon is an occurrence of fact that can be observed.
To avoid on assumptions, observe phenomenon live on the shop floor.
To help clarify the Phenomenon statement, ask
1, During what specific machine operation does the phenomenon occur?
2, Does it always occur under the same circumstances?
3, Does it occur at regular or irregular intervals?
4, Does it get better or worse over time?
5, Does it occur on more than one machine?
6, Does it occur only for certain operators?
Clear understanding of problem=half the problem solved.
Link phenomenon to specific process or machine, such as,
- Post Mortem on defective units: a) Examine units for clue leading to root cause of problem. b) Items checked are: Scratch or Chip on Surface of packages /leads/...
- Defect mapping or Multi-Vari study: a) Check Pattern/trend/Location for which defects occur b) Draw conclusion
- Prepare Table for validation a) List equipment / process flow in column 1; b) List content for Validation in column 2; c)List Validation Result in Column 3.
- Equipment process validation a) Validate evidence from 5.1 to 5.2 against each equipment /process in this step. b) Enter results in Column 3 of which OK=No problem form this machine or step NG= not good, problematic area, to identify difference. P= potential, to include as item for further validation in step6.
- Zoom in on problematic step/flow
Step6 Root cause analysis
1, Sub process analysis
a) Zoom in on the problematic sub processes
b) Identify all failure modes
c) Perform restoration for obvious failure modes detected during Genba.
2. Perform Why-Why Analysis or other analysis tools for each failure mode.
3. Restoration needed only when
a) This is the Spec. need
b) This is what we found (Not per spec)
c) Corrective action: Restoration per spec (All dimension shall be quantified.)
d) Identify permanent corrective action to prevent recurrence.
4. Result for restoration: Validate result of restoration
a) Result 1 is the physical outcome of the restoration
a1) The restoration will bring back accurancy to within +-o.5mil or force with +- 10kg/cm square
a2) Validate that the above is obtained
a3) If not obtainable, then identify what has changed before proceeding.
b) Result 2 is the final outcome on defect elimination
b1) If (a) is fully characterized, the result is Given and we will definitely see the improvement.
b2) If not, then identify what has changed before repeating restoration.
Understand operating functions and principles of the equipment or process.
-Perform step by step functional sequencing mapping of the equipment or process.
-Perform detailed process mapping of the equipment or process.
Step7 Counter measures
1 Improvement proposals and implementation
a) Define problem statement form what has changed.
b) Put up proposal to overcome the above problem
c) Implement Proposal
2 Result of improvement
a) Validate result of implemented action with respect to quantified data that is accuracy within +_ 0.5 mil or force within +_ 10 kg/cm square.
b) Standardize setup method etc.
c) Train respectively.
Step8 Effectiveness verification
1 Validate improvement in defect/problem elimination
2 validate impact of improvement to factory indices
3 Calculate cost saving or avoidance
Step9 Prevent Recurrence and standardization
1, Fan in /Fan out through QM pillar
a) All machines within the department/sites
b) Similar machines within departments/sites
2, Maintenance prevention data
3, Sharing in Engineering showcase/Symposium etc.
4, Recognition through SGM.