How to deploy asset provision, care and operation
The 3 core components of Asset Management is asset provision, maintenance or care and operation. And ISO55000 certificate is one global accepted award that says that the enterprise have one excellent device management system and operation level.

Deployment of Provision: Devices purchased, people for the devices, applicable materials and products, operational, inspection and maintenance method, facilities, working area and measurement need to be considered to the policy of enterprise and market needs. OEE is one useful internationally accepted criteria to indicate the time to purchase device and confgure the relevant production factors. TCU, the abbrevition of total capacity utinization, is another criteria which is higher than OEE because it does not remove the effect of quality. Any way, for low acid product, 65-75% is the purchase reminding and for high acid product, the criteria can be improved to be 75% or even 85% for some very excellently operated plants.
Deployment of Asset care: Main inputs are spare parts consumption and the service value (Time multiplying unit salary) of maintenance people with the main output being MME and MTBF which can be increased by missing operate input. Advanced preventive maintenance can detect and forcast the CIL time of spare parts or machine to avoid redundant maintenance and malfunction relevant corrective maintenance waste at the same time to assure a very high ratio of output devided by input. But a lot of industry data displays that MME and MTBF positively correlate to production amount which says that the more you use the machine, the better it performances. But to keep the miachine in a very good performance really needs the consumption of spare parts especially when the maintenance is based on TBM (Time or production amount based maintenance) but not CBM (Condition based maintenence).
Deployment of Asset operation: Can we achieve the target of low cost and high performance and yield? In this part we need to optimize the operational cost and measure its reduction without production amount affecting. We can only compare the differences of operational costs based on the same production amounts. Yield can be measured by production amounts directly, though sometimes it is not accurate because it is very difficult to measure the input material in dairy industry without the support of quality flow meter. The common used meter is level guage of tank liquid which has about 200-300 kg variation per ton. The operation level of one plant or device is generally monitored by TCU(OEE). Preformance index of device is often using PTU (Production time utilization) which is often lowered by missing operate input and interuppted machine stops such as having lunch etc.
Autonomous Maintenance
Requires 100000 POINTS in the General category.
Autonomous Maintenance Pillar
Requires 100000 POINTS in the General category.AM step change criteria
Success criteria from 1st step to 2nd step
The gap between put x removed tags should be below 20%
All operator should be trained on the 1st step and must have ability on level 3 or above.
The difference between the operator that issue more tags and the one that issue less tags, should not be more than 50% (involvement)
Dirt source and hard access places listed
Measure total time for cleaning
Elaborate at least 1 OPL/month per each operator (average)
Level of cleaning on the machine should be according to cleaning standard
Tags related to SAFETY, 100% solved or planned to be solved (not delayed)
Abnormality identification (tags) more than 90% ( it means that if the steering committee finds 10 point that should have a tag during the final audit, and the operator had identified just 99 tags, 10/99 is more than 10%, thus this team cannot change the step)
Success criteria from 2nd step to 3th step
The gap between put x removed tags should be below 10%
All operator should be trained on the 2nd step and must have ability on level 3 or above.
The difference between the operator that issue more tags and the one that issue less tags, should not be more than 50% (involvement)
Dirt source and hard access places analyzed (5 whys) and 85% of them already solved and registered by OPL (before – after)
Cleaning time reduced on 50% comparing to real time spent on final phase of step 1.
Elaborate at least 1 OPL/month per each operator (average)
Level of cleaning on the machine should be according to cleaning standard
Tags related to SAFETY, 100% solved or planned to be solved (not delayed)
Abnormality identification (tags) more than 90% ( it means that if the steering committee finds 10 point that should have a tag during the final audit, and the operator had identified just 99 tags, 10/99 is more than 10%, thus this team can not change the step)
Success criteria from 3th step to 4th step
Success criteria from 4th step to 5th step
Success criteria from 5th step to 6th step
The gap between put x removed tags should be below 5%
Age of tags no more than 30 days
Tags removed by the operators more than 60% of the total tags of the step
The difference between the operator that issue more tags and the one that issue less tags, should not be more than 30% (involvement)
All operator should be trained on the 5th step and all the subjects related to this step and must have ability on level 3 or above.
There is a cabinet with tools for small repair and adjustments, it is clean & organized and there is no missing tools.
100% of the inspection points are covered with visual identification/work range.
More than 80% of the Q points been inspected by the operator.
Cleaning, Inspection and Lubrication activities/status according to the standards and schedule.
Tags related to SAFETY, 100% solved or planned to be solved (not delayed)
Abnormality identification (tags) more than 95%
Level of defect - 30% lower than the previous step.
Success criteria from 6th step to 7th step
Requires 60 POINTS in the General category.Autonomous Maintenance Step 6
Requires 100000 POINTS in the General category.Autonomous Maintenance step1
1.1Autonomous Management Planning;
1.2Initial cleaning and tagging preparation and planning;
1.3Initial cleaning activities;
1.4De-tagging activities and promotion of continuous tagging;
1.5Introduction of first temporary standard.
Autonomous maintenance step7

AM Master Pillar Machine Objectives –
Infinite loop concept implemented for:
Breakdowns,
Short stops,
Speed loss,
Set up,
Defect,
Process Waste,
Accidents.
The operator will be responsible to manage all aspects related to his equipment such as Safety, Quality, Maintenance, Efficiency or even Equipment Upgrades that require capital investment.
Man Objectives:
Develop Skills:
Operational,
Maintenance,
Analytical
Breakthrough skill
Multi skill operators
machine swap-ability
Step 7 Sub-Steps
Implement the circle team
Team Skills inventory
Create the job descriptions
Ensure cross training process
AM Man - Machine
Infinite Loop implementation
Focused improvement deployment
Requires 100000 POINTS in the General category.Individual, Focused or Productive improvement audit
Requires 60000 POINTS in the General category.Planned maintenance
Requires 100000 POINTS in the General category.PM Step1: Assess the machine and understand the current situation
Requires 100000 POINTS in the General category.PM Step2: Restore deteriorated conditions and improve weak points
Requires 100000 POINTS in the General category.PM Step3: Use breakdown analysis to identify breakdown's root cause
Requires 100000 POINTS in the General category.PM Step4: Build a periodic maintenance system
Step4: Build a periodic maintenance system
Repetitive breakdown-PM analysis.
Sporadic or new breakdown-Reliability centred maintenance (RCM) including X matrix and FMEA etc.
PM Step5: Build a predictive maintenance system
Step5: Build a predictive maintenance system
Use 5 sensory to predict malfunction.
PM Step6: Assess planned maintenance system
Step6: Assess planned maintenance system
>Maintenance cost: Direct maintenance cost, production loss by failure and financial management cost.
>4 M root cause analysis. Plant performance improvement.
Planned maintenance-overview
Planned maintenance Pillar:
>Increase plant performance;
>Reduce maintenance costs by up to 30%;
by:
>eliminating unplanned stoppages;
>developing a cost effective planned maintenance system through
- the involvement of line crew operators;
- enhancement of competencies and the implementation of systems in professional maintenance organization.
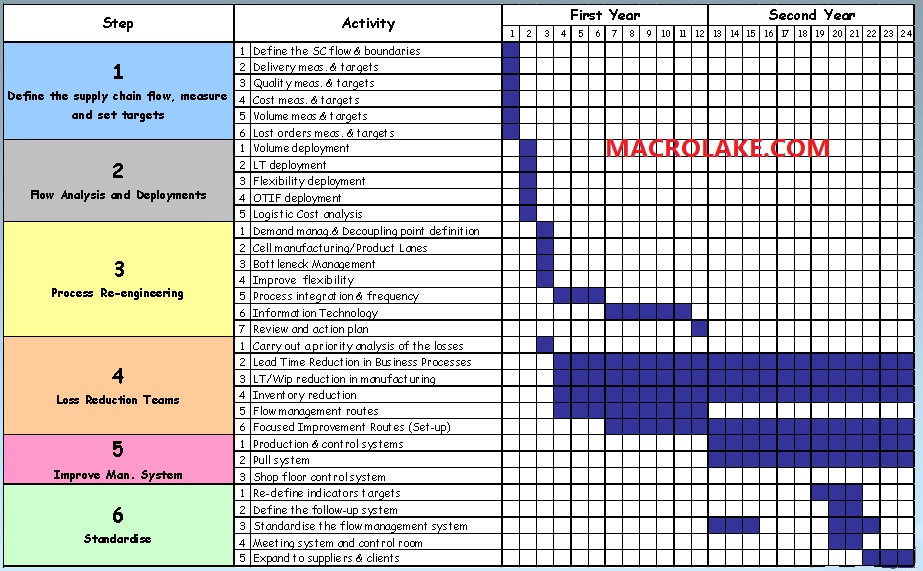
All this can be achieved with a four phases program, organised into 6 steps, implemented in three years.
Plant perfomance includes: OEE, breakdown,storage cost of spare parts,energy consumption,total maintenance cost.
PM eliminates unplanned stoppages, and most breakdowns are caused by simple reason that a good maintenance system can remove and handle.

PM requires the involvement of line crew operators to keep the equipment in control.

PM enhances competencies and implemens system in the maintenance organization.

Example of PM vision:
Study and implement an ideal maintenance policy by systematic improvement and cost effective maintenance activities of machine conditions.

Planned Maintenance: Vision/Mission example:

Pillar mission versus plant mission:
Pillar mission: To guarantee our internal customers' satisfaction
Strategy: To integrate maintenance team with operators through Autonomous Maintenance.
Link with Plant vision:Productivity and reliability.

Target of Planned maintenance pillar
Mission of PM (Planned maintenance)
To guarantee our internal customers satisfaction, Improving the Maintenance indicators through breakdowns and costs reduction.
Pillar indicators and result

General Yearly plan (For Year 2008)
Supply chain Optimization
Requires 100000 POINTS in the General category.1.1Plant Logistic Process's huge impact on cost
Requires 100000 POINTS in the General category.1.2Losses and KPI introduction
Requires 100000 POINTS in the General category.1.2.1Key performance indicators in Logistics
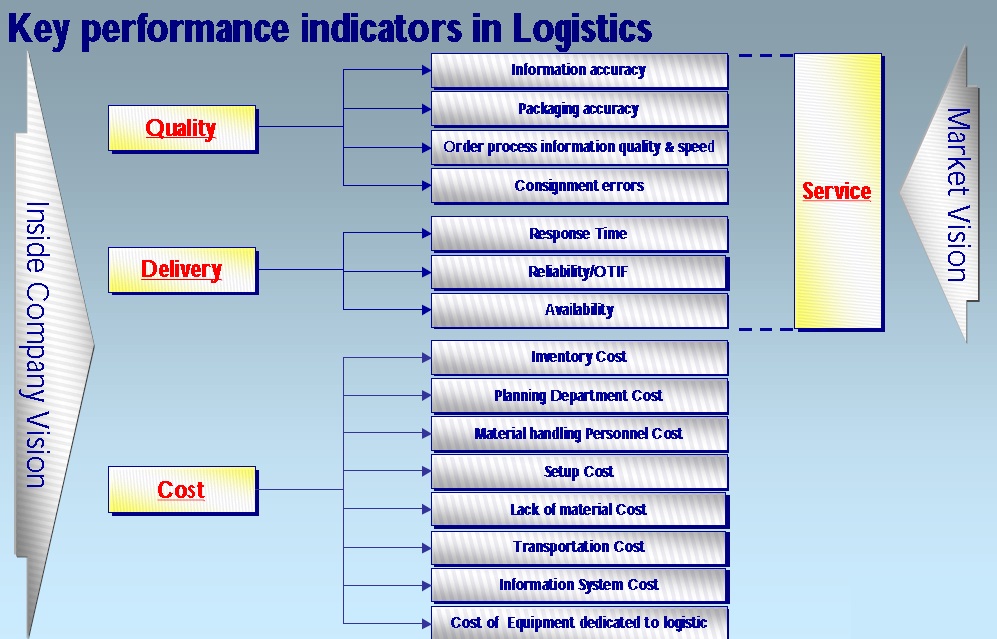
The cost, quality and delivery of logistics should be considered in this chapter.
1.2.2Total logistic cost and examples
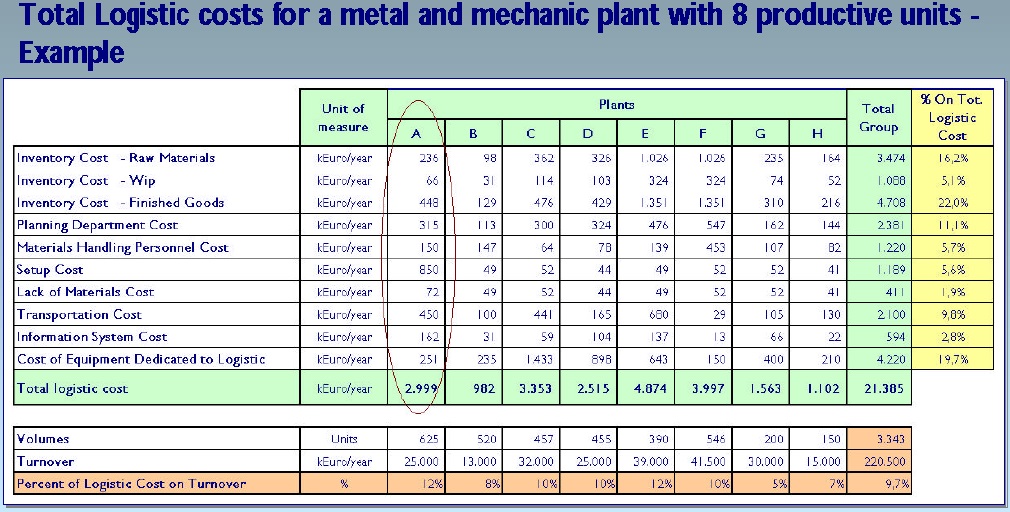
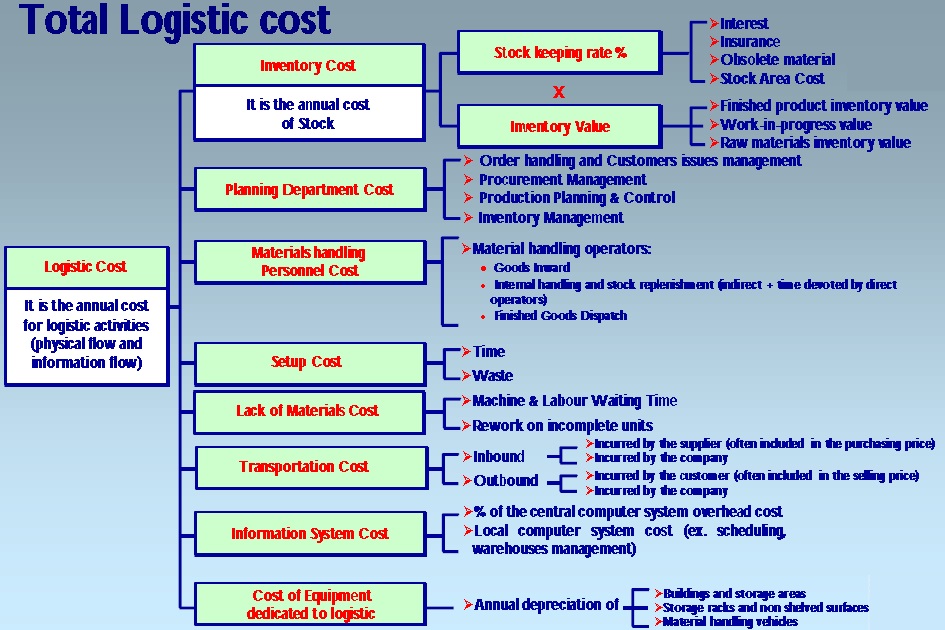
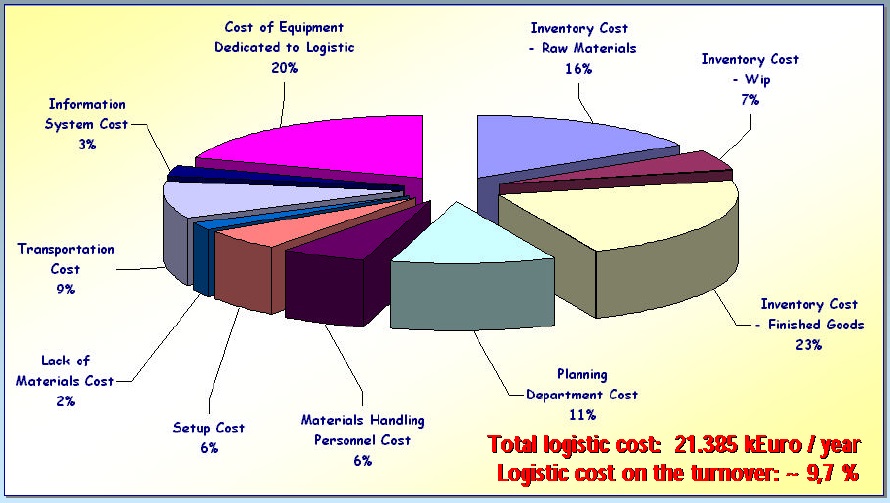
Such as inventory level cost, preparation or setup cost, personnel cost, facilitation cost, forcast cost and transportation cost etc.
1.2.3Service level
Service level Definition
It’s a measure of Customer Satisfaction. It is the compliance to customer requirements or needs along the different service dimensions. Each process of the Supply Chain has a service level to be assured to the downstream processes in order to ensure the same service dimensions to be guaranteed by the entire company to the final customer.
Each process has its own Service Level requirements.
Customer Relationship.
1. Answer the phone within 2 rings.
2. Speak in a calm and courteous tone of voice.
3. Present yourself, clearly indicating the name of the company.
4. Take notes in a special notepad during the phone call.
5. Try to calm the caller's anger.
6. Listen to what is being said as though you personally care.
7. Don't interrupt the caller while he/she is speaking.
8. When the caller has finished speaking,briefly sum up the reason for his/her call and request confirmation.
Business positioning is to be coherent with customer's needs and competitive advantage on key competitors.
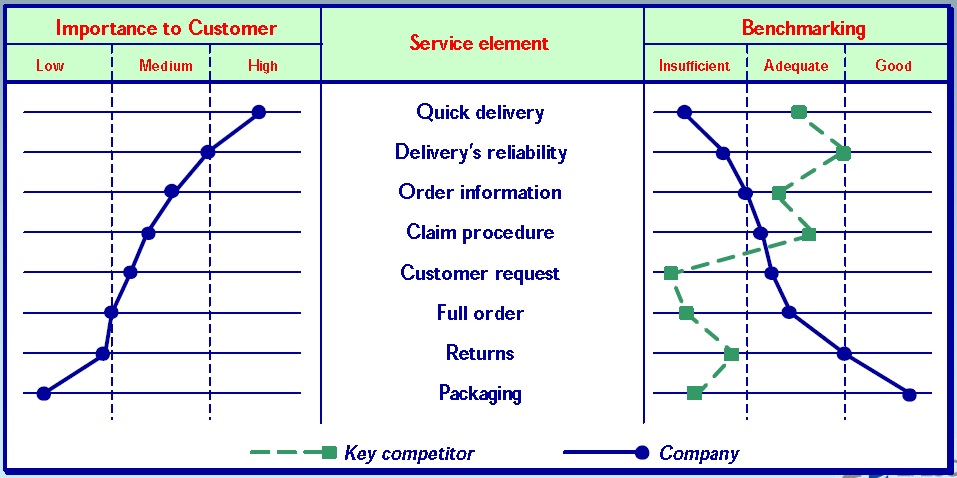 We can identify 3 main dimensions allowing Service Level evaluation:
We can identify 3 main dimensions allowing Service Level evaluation:
Response time
Reliability/OTIF (On Time In Full)
Availability
1.3General route of lead time reduction
Requires 100000 POINTS in the General category.1.4Two year plan of lead time reduction
2.1Planning and MPS(Major production schedule)
Planning definition
It is a "contract" between Sales and Production
It covers a short/medium-term period ( 1 - 6 months) with weekly itemization
Deciding
what to produce
which batches
sequences to adopt so as to allow production launch and material management(production capacity utilization)
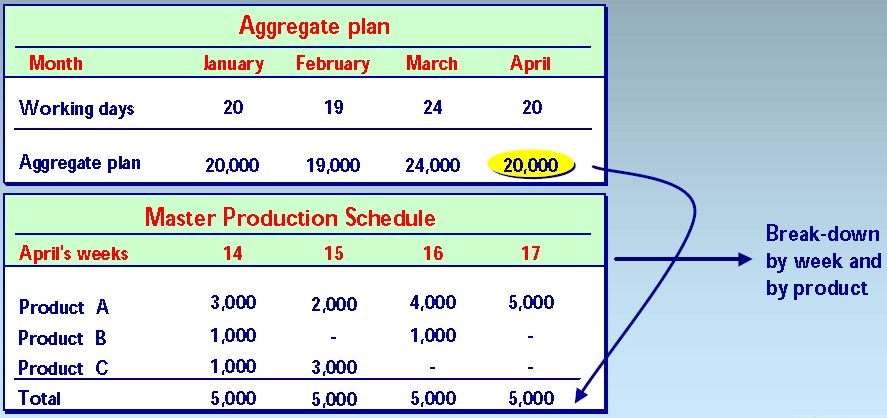
It breaks the aggregate plan down into specific items with a higher level of detail on products and schedules
It acts as a buffer between Sales and Production
It steers the whole production and material management system
It drives purchasing and capacity checks
It provides information on customer order processing
Relationship between aggregate plan and Master Production Schedule
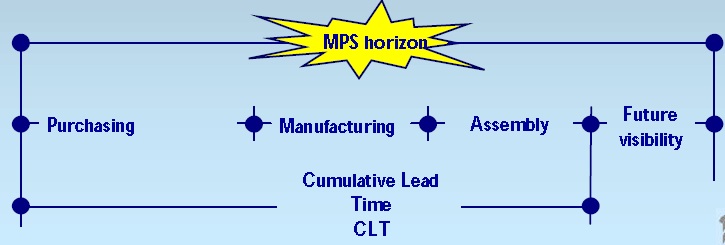
Planning horizon
The Master Production Schedule is developed for a period of time called" planning horizon".
The "planning horizon" should at least be as long as the longest cumulated lead time (CLT) plus a period of future "visibility".
Cumulated lead time is the longest period of time required to carry out product-making activities and it can be determined from the product's "timing" structure (bill of materials) by looking for the longest throughput time for each production step.
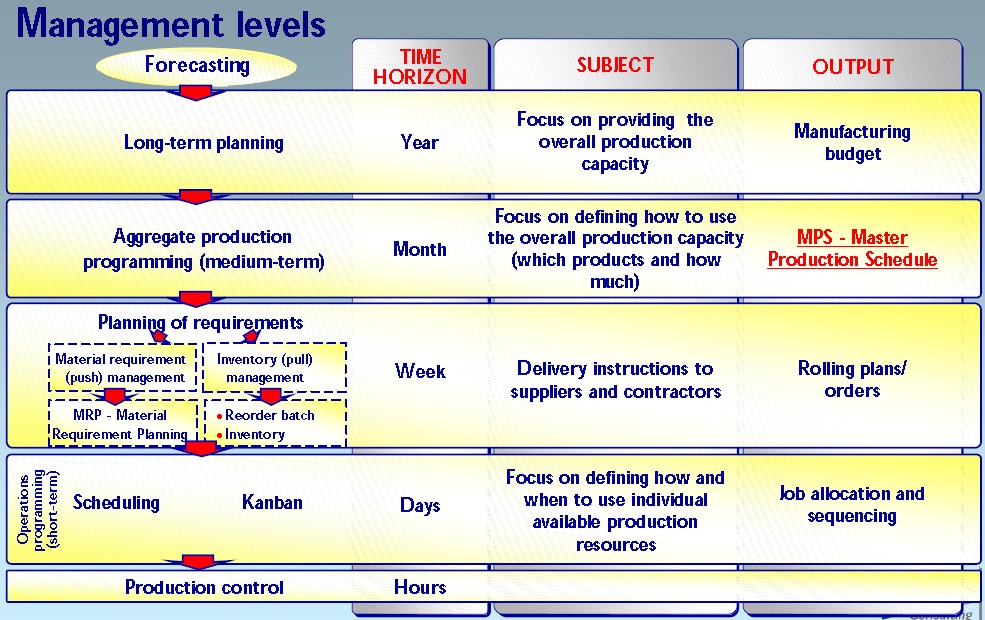
Planning hierarchy
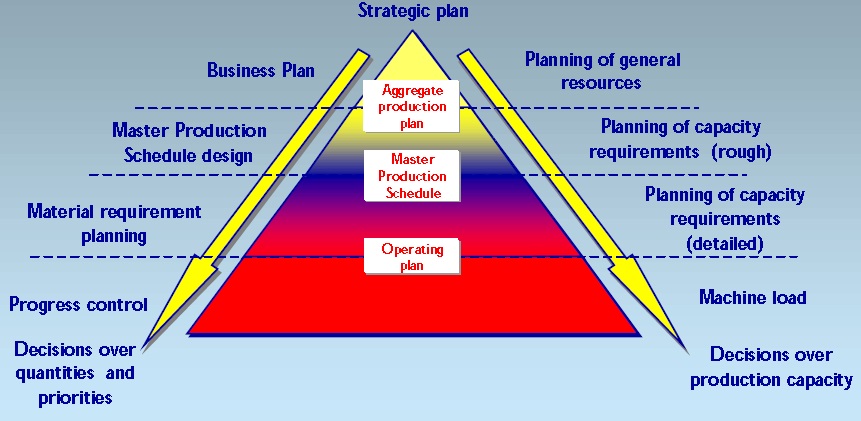
Planning management levels
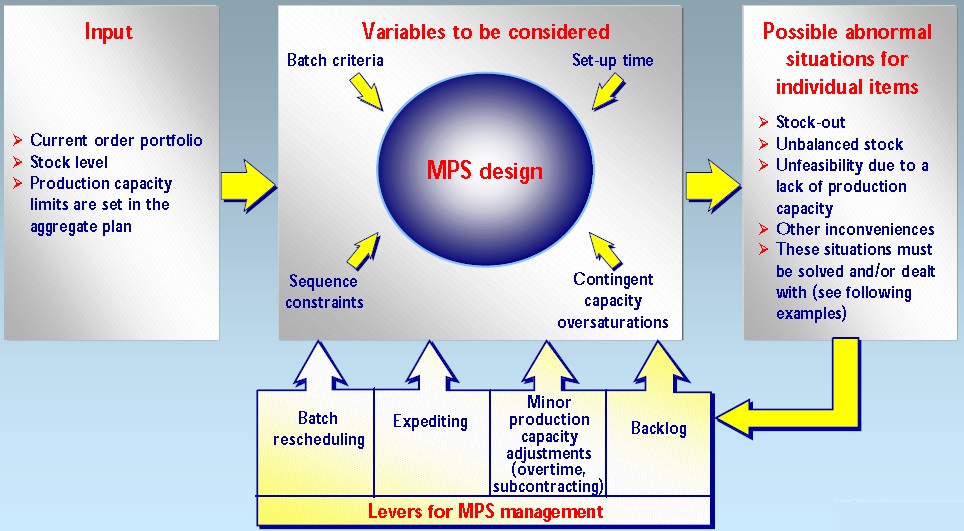
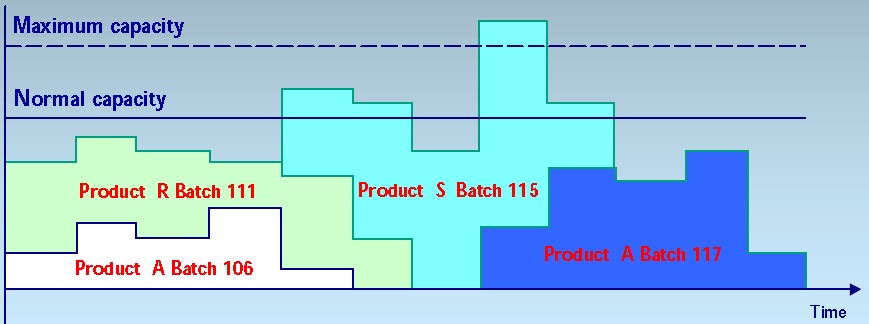
Master prodution schedule design-Variables to be considered
2.2MRP(material requirement plan)
Requires 100000 POINTS in the General category.2.3CRP & Scheduling(Capacity requirement plan workload per workshop)
Requires 100000 POINTS in the General category.3.1Bottleneck Mgt
Requires 100000 POINTS in the General category.3.2Inventories Reduction
Requires 100000 POINTS in the General category.3.2.1 Step1 Inventory Reduction-understand current situation
Requires 100000 POINTS in the General category.3.2.2 Step2 Inventory Reduction-Restore to basic condition for good inventory
Requires 100000 POINTS in the General category.3.2.2.1 Safety stock
 Safety Stock
Safety Stock
First of all, here's the formula so you don't have to dig through my well-written article for it.
Safety Stock: {Z*SQRT(Avg. Lead Time*Standard Deviation of Demand^2 + Avg. Demand^2*Standard Deviation of Lead Time^2}
If that wasn't clear to you, I suggest reading on. This article will explain in detail what safety is used for, and how to use it.
Inventory management is about two things: not running out, and not having too much. Our desire to not run out, along with uncertainties in demand and supplier lead times are why we have inventory in the first place. Essentially, inventory is a reserve system to prevent a stock out. However, as important as it is to prevent such a stock out, we also don’t want to hold onto too much inventory because of holding costs. So how do you balance the two and what is the right amount? More importantly, when should you re-order in order to prevent a stock out? The answer to this can be determined by obtaining and applying the following information about the inventory you wish to manage.
Re-order Point (ROP)
1. What is the average lead time for the part/finished good that you need?
2. What is the standard deviation of that lead time? It is very important to track how long shipments take from you suppliers. If you are not doing this, start. It should be your top priority. Assuming you have tracked the data, excel can very easily help you determine your standard deviation. In excel, go to the toolbar and click on Insert, then click on Function, and choose STDEV and click ok. Then, enter in as much lead time data you have and presto, you have your standard deviation.
3. What is the expected demand you are working with?
4. What is the standard deviation on this demand? Perhaps this is something you will be familiar with from experience, however, if not, this is something you should be able to squeeze out of Ted from the marketing department. One way to find it is to look at historical demand and use the STDEV function in excel to determine it.
5. How sure do you want to be that you aren’t going to run out? 90%, 95%, 98%, 99%? Whatever you decide, this will become your service level. Using this percentage, a statistical z-table should be used to get the corresponding “z-value.” A good z-value webpage can be found at http://www.inventoryops.com/safety_stock.htm. So, for example, if you want a 98% service level, you would use 2.05 as your z-value.
Ok, so you’ve gathered this data, now here’s what you do with it.
(Underlined section is safety stock)
Re-order point=Average Lead Time*Average Demand + Z*SQRT(Avg. Lead Time*Standard Deviation of Demand^2 + Avg. Demand^2*Standard Deviation of Lead Time^2)
In this formula, the first term (Average Lead Time*Average Demand) is the average demand.
The second term {Z*SQRT(Avg. Lead Time*Standard Deviation of Demand^2 + Avg. Demand^2*Standard Deviation of Lead Time^2} is the term that allows for the safety stock. In other words, the second term is the optimal safety stock level.
It is not simple to gather all the data that is needed for the calculations. For a product with multiple parts, each part needs to have its own re-order point calculations and its own safety stock calculation. This can all become very confusing if proper computer modeling is not employed.
Although I mentioned excel earlier, excel is probably not sufficient for your company’s software needs. If you have not already done so, it is very important to look into an integrated software package for these calculations and many others.